
Montagem
Os métodos de montagem de rolamentos afetam fortemente a precisão, a vida útil e o desempenho dos rolamentos. As características dos rolamentos devem ser estudadas cuidadosamente antes da montagem. Os procedimentos de manuseio dos rolamentos devem ser totalmente investigados pelos engenheiros de projeto, e os padrões devem ser estabelecidos para os seguintes aspectos:
1. Limpeza dos rolamentos e peças relacionadas
2. Confirmação das dimensões e acabamento das peças relacionadas
3. Montagem
4. Inspeção após montagem
5. Fornecimento de lubrificantes
Os rolamentos não devem ser desembrulhados até imediatamente antes da montagem. Ao utilizar lubrificação por graxa, a graxa deve ser aplicada nos rolamentos sem limpar primeiro. Mesmo quando usar lubrificação por óleo, a limpeza dos rolamentos não é necessária. No entanto, rolamentos para instrumentos ou para operação em alta velocidade devem ser primeiro limpos com óleo filtrado limpo para remover o agente anticorrosivo. Após a limpeza com óleo filtrado, os rolamentos devem ser protegidos para evitar corrosão. Rolamentos pré-lubrificados devem ser usados sem limpeza.
Os métodos de montagem dependem do tipo de rolamento e do tipo de ajuste. Como os rolamentos são geralmente usados em eixos rotativos, os anéis internos frequentemente exigem um ajuste apertado. Rolamentos com furos cilíndricos são geralmente montados pressionando-os nos eixos (ajuste por pressão) ou primeiro aquecendo-os para expandir seu diâmetro antes que esfriem e encolham no eixo (ajuste por contração). Rolamentos com furos cônicos podem ser montados diretamente em eixos cônicos ou em eixos cilíndricos com mangas cônicas.
Os rolamentos são geralmente montados em carcaças com ajuste folgado. No entanto, quando o anel externo tem um ajuste de interferência, pode ser utilizado um prensa. Os rolamentos podem ser montados com ajuste de interferência resfriando-os com gelo seco antes da montagem. Neste caso, um tratamento anticorrosivo deve ser aplicado no rolamento, pois a umidade no ar se condensará na superfície do rolamento.
Montagem de Rolamentos com Furos Cilíndricos
Ajustes de pressão
O ajuste por pressão é amplamente utilizado para rolamentos pequenos. Uma ferramenta de montagem é colocada no anel interno, como mostrado na Fig. 1, e o rolamento é lentamente pressionado no eixo até que o lado do anel interno toque o ombro do eixo. A ferramenta de montagem não deve ser colocada no anel externo durante a montagem por pressão, pois o rolamento pode ser danificado.
Antes da montagem, recomenda-se aplicar óleo na superfície do eixo ajustado para facilitar a inserção. O uso de martelo deve ser realizado apenas para rolamentos pequenos de esferas com ajustes minimamente apertados, quando uma prensa não estiver disponível. Este método não deve ser usado para ajustes de interferência apertados ou para rolamentos de médio ou grande porte. Sempre que o martelo for utilizado, uma ferramenta de montagem deve ser colocada no anel interno.
Quando ambos os anéis interno e externo de rolamentos não separáveis, como rolamentos de esferas de raia profunda, exigem um ajuste apertado, uma ferramenta de montagem é colocada em ambos os anéis, como mostrado na Fig. 2, e ambos os anéis são ajustados ao mesmo tempo usando um parafuso ou prensa hidráulica. Sempre deve ser usada uma ferramenta de montagem como a mostrada para a montagem de rolamentos de esferas autoalinháveis, pois o anel externo pode se deformar.
Para rolamentos separáveis, como rolamentos de rolos cilíndricos e rolamentos de rolos cônicos, os anéis interno e externo podem ser montados separadamente. A montagem dos anéis interno e externo previamente montados separadamente deve ser realizada com cuidado, garantindo o alinhamento correto dos anéis. A montagem descuidada ou forçada pode causar arranhões nas superfícies de contato dos elementos rolantes.
Ajustes por contração
Como o ajuste por pressão em rolamentos grandes exige uma força considerável, os ajustes por contração são amplamente utilizados. Os rolamentos são primeiro aquecidos para expandi-los antes da montagem. Este método evita a imposição de força excessiva sobre os rolamentos e permite a montagem em pouco tempo. A expansão do anel interno sob diferentes diferenças de temperatura e tamanhos de rolamentos é mostrada na Fig. 3.
Note o seguinte ao realizar ajustes por contração:
(a) Não aqueça os rolamentos acima de 120˚C.
(b) Coloque os rolamentos em uma rede de arame ou suspensos em um tanque de óleo para evitar que toquem diretamente no fundo do tanque.
(c) Aqueça os rolamentos para uma temperatura 20 a 30˚C superior à temperatura mínima necessária para a montagem sem interferência, pois o anel interno esfriará ligeiramente durante a montagem.
(d) Após a montagem, os rolamentos irão encolher nas direções axial e radial enquanto esfriam. Portanto, pressione o rolamento firmemente contra o ombro do eixo utilizando métodos de localização para evitar um espaço entre o rolamento e o ombro.
Aquecedores de Indução NSK
Os Aquecedores de Rolamentos NSK, que utilizam indução eletromagnética para aquecer os rolamentos, são amplamente usados como alternativa ao aquecimento em óleo.
Nos Aquecedores de Rolamentos NSK, a eletricidade (CA) em uma bobina gera um campo magnético que induz uma corrente dentro do rolamento, gerando calor sem o uso de chamas ou óleo. Como resultado, o aquecimento uniforme em um curto espaço de tempo é possível, tornando o ajuste por contração eficiente e limpo.
O equipamento de aquecimento por indução NSK é útil quando é necessário realizar montagens e desmontagens relativamente frequentes, como em rolamentos de pescoço de rolo para laminação e rolamentos de rolos cilíndricos em eixos de vagões ferroviários.
Montagem de Rolamentos com Furos Cônicos
Rolamentos com furos cônicos são montados em eixos cônicos diretamente ou em eixos cilíndricos com adaptadores ou mangas de retirada (Figs. 4 e 5). Rolamentos esféricos grandes são frequentemente montados utilizando pressão hidráulica. A Fig. 6 mostra a montagem de um rolamento utilizando uma manga e uma porca hidráulica, enquanto a Fig. 7 mostra um método de montagem em que furos na manga são usados para alimentar óleo sob pressão até o assento do rolamento. À medida que o rolamento se expande radialmente, a manga é inserida axialmente com parafusos de ajuste.
Rolamentos esféricos devem ser montados verificando a redução do jogo radial interno e referindo-se às distâncias de ajuste listadas na Tabela 1. O jogo radial deve ser medido usando calibradores de jogo. Nesta medição, como mostrado na Fig. 8, o jogo para ambas as linhas de rolos deve ser medido simultaneamente, e esses dois valores devem ser mantidos aproximadamente iguais ajustando a posição relativa dos anéis externo e interno.
Quando um rolamento grande é montado em um eixo, o anel externo pode se deformar em uma forma oval devido ao seu próprio peso. Se o jogo for medido na parte mais baixa do rolamento deformado, o valor medido pode ser maior que o valor real. Se um jogo radial interno incorreto for obtido dessa maneira e os valores na Tabela 1 forem usados, o ajuste de interferência pode ficar muito apertado, e o verdadeiro jogo residual pode ficar muito pequeno. Nesse caso, como mostrado na Fig. 9, metade do jogo total nos pontos a, b e c pode ser usada como o jogo residual. Para referência, os pontos a e b estão localizados em uma linha horizontal que passa pelo centro do rolamento, enquanto c está localizado na posição mais baixa do rolamento.
Quando um rolamento de esferas autoalinhável é montado em um eixo com adaptador, certifique-se de que o jogo residual não fique muito pequeno. Deixe um jogo suficiente para o alinhamento fácil do anel externo.

Tabela—Montagem de Rolamentos Esféricos com Furos Cônicos
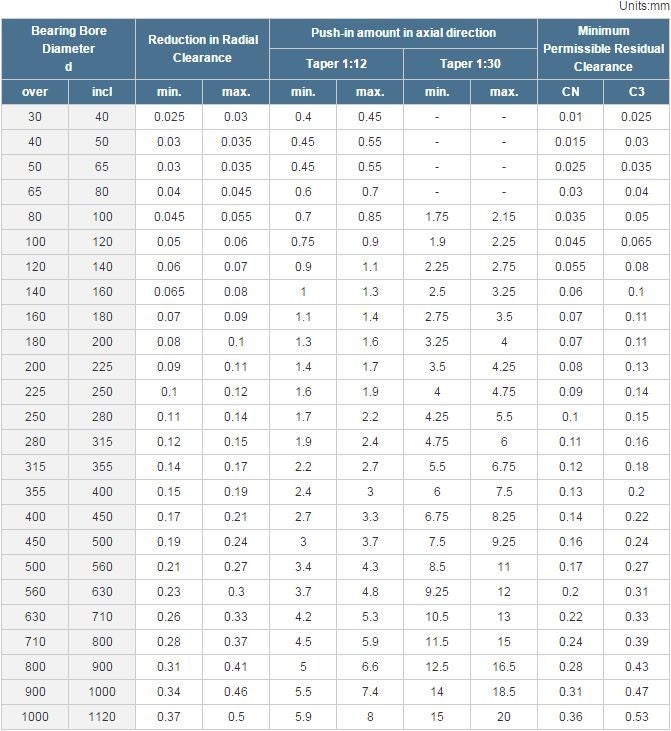
Observações
Os valores para redução do jogo radial interno são para rolamentos com folga CN. Para rolamentos com folga C3, os valores máximos listados devem ser usados para a redução do jogo radial interno.
Compartilhar