
Montage
Les méthodes de montage des roulements affectent fortement leur précision, leur durée de vie et leur performance. Les caractéristiques des roulements doivent être soigneusement étudiées avant le montage. Les procédures de manipulation des roulements doivent être étudiées en détail par les ingénieurs concepteurs et des normes doivent être établies pour les points suivants :
- Nettoyage des roulements et des pièces associées
- Vérification des dimensions et de la finition des pièces associées
- Montage
- Inspection après montage
- Lubrification
Les roulements ne doivent être déballés qu’immédiatement avant le montage. En cas de lubrification à la graisse, les roulements doivent être remplis de graisse sans être nettoyés au préalable. Même en cas de lubrification à l’huile, le nettoyage des roulements n’est pas nécessaire. Cependant, les roulements pour instruments ou pour applications à grande vitesse doivent d’abord être nettoyés avec de l’huile propre filtrée afin d’éliminer l’agent anticorrosion. Une fois les roulements nettoyés avec de l’huile filtrée, ils doivent être protégés pour éviter la corrosion.
Les roulements prélubrifiés doivent être utilisés sans nettoyage. Les méthodes de montage dépendent du type de roulement et du type d’ajustement. Comme les roulements sont généralement utilisés sur des arbres rotatifs, les bagues intérieures nécessitent souvent un ajustement serré. Les roulements à alésage cylindrique sont généralement montés en les pressant sur les arbres (ajustement serré) ou en les chauffant pour élargir leur diamètre avant qu’ils ne refroidissent et se rétractent sur l’arbre (ajustement par contraction). Les roulements à alésage conique peuvent être montés directement sur des arbres coniques ou des arbres cylindriques avec des manchons coniques.
Les roulements sont généralement montés dans les logements avec un ajustement libre. Toutefois, lorsque la bague extérieure est montée avec un ajustement serré, une presse peut être utilisée. Les roulements peuvent être montés avec serrage en les refroidissant avec de la glace carbonique avant le montage. Dans ce cas, un traitement antirouille doit être appliqué sur le roulement car l’humidité de l’air se condense à sa surface.
Montage des roulements à alésage cylindrique
Montage à la presse
Le montage à la presse est largement utilisé pour les roulements de petites dimensions. Un outil de montage est placé sur la bague intérieure, comme illustré en Fig. 1, et le roulement est poussé lentement sur l’arbre jusqu’à ce que la face de la bague intérieure repose contre l’épaulement de l’arbre. L’outil de montage ne doit pas être placé sur la bague extérieure lors ce type de montage à la presse car cela risque d’endommager le roulement.
Avant le montage, il est recommandé d’appliquer de l’huile sur la partie de la surface de l’arbre concernée pour un montage en douceur. Le montage à l’aide d’un marteau ne doit être employé que pour les petits roulements à billes avec des ajustements peu serrés et lorsqu’une presse n’est pas disponible. Cette méthode ne doit pas être utilisée pour les ajustements serrés ou pour les roulements de taille moyenne ou grande. En cas de montage au marteau, un outil de montage doit toujours être placé sur la bague intérieure.
Lorsque les bagues intérieure et extérieure des roulements non séparables, tels que les roulements à billes à gorges profondes, nécessitent un ajustement serré, un outil de montage est placé sur les deux bagues, comme illustré en Fig. 2, et les deux bagues sont montées en même temps à l’aide d’une vis ou d’une presse hydraulique. Un outil de montage tel que celui illustré doit toujours être utilisé pour le montage des roulements à billes auto-aligneurs, car la bague extérieure peut dévier.
Pour les roulements séparables, tels que les roulements à rouleaux cylindriques et les roulements à rouleaux coniques, les bagues intérieure et extérieure peuvent être montées séparément. Le montage des bagues intérieures et extérieures préalablement montées séparément doit être effectué avec soin, en veillant à l’alignement correct des bagues. Un assemblage négligent ou forcé peut provoquer des rayures sur les surfaces de contact de roulement.
Montage par contraction
Comme le montage à la presse des roulements de grandes dimensions nécessite une force importante, le montage par contraction est largement utilisé. Les roulements sont d’abord chauffés pour les dilater avant le montage. Cette méthode évite qu’une force excessive ne soit imposée aux roulements et réduit le temps nécessaire au montage. La dilatation de la bague intérieure en fonction de la différence de température et de la taille du roulement est illustrée en Fig. 3.
Tenez compte des points suivants lorsque vous effectuez un montage par contraction :
(a) Ne chauffez pas les roulements à plus de 120 °C.
(b) Placez les roulements sur un filet métallique ou suspendez-les dans un récipient d’huile afin qu’ils ne touchent pas directement le fond du récipient.
(c) Chauffez les roulements à une température de 20 °C à 30 °C supérieure à la température la plus basse requise pour le montage sans serrage car la bague intérieure refroidira un peu lors du montage.
(d) Après le montage, les roulements se contractent dans les directions axiale et radiale lors du refroidissement. Par conséquent, pressez fermement le roulement contre l’épaulement de l’arbre en utilisant des méthodes de positionnement pour éviter l’apparition d’un jeu entre le roulement et l’épaulement.
Chauffe-roulements à induction NSK
Les chauffe-roulements NSK, qui utilisent l’induction électromagnétique, sont largement utilisés comme alternative au chauffage à l’huile. Dans les chauffe-roulements NSK, l’électricité (CA) appliquée à une bobine produit un champ magnétique qui induit un courant à l’intérieur du roulement et génère de la chaleur, sans utiliser de flammes ni d’huile. Cette méthode garantit un chauffage uniforme et rapide, ce qui rend le montage par contraction efficace et propre.
L’équipement de chauffage par induction de NSK est utile lorsque des montages et des démontages relativement fréquents sont nécessaires, comme dans le cas des roulements pour les tourillons de cylindres de laminoirs et les roulements à rouleaux cylindriques des essieux du matériel roulant ferroviaire.
Montage des roulements à alésage conique
Les roulements à alésage conique sont montés directement sur des arbres coniques ou sur des arbres cylindriques avec des adaptateurs ou des manchons de démontage (Fig. 4 et 5). Les grands roulements à rouleaux sphériques sont souvent montés en utilisant la pression hydraulique. La Fig. 6 montre le montage d’un roulement avec un manchon et un écrou hydraulique, tandis que la Fig. 7 montre une méthode de montage où des trous sont percés dans le manchon et sont utilisés pour alimenter en huile sous pression la portée du roulement. Lorsque le roulement se dilate radialement, le manchon est inséré axialement avec des boulons de réglage.
Les roulements à rouleaux sphériques doivent être montés en vérifiant leur réduction du jeu interne radial et en se référant aux valeurs d’enfoncement indiquées dans le Tableau 1. Le jeu radial doit être mesuré à l’aide de gabarits. Dans cette mesure, comme montré en Fig. 8, le jeu pour les deux rangées de rouleaux doit être mesuré simultanément, et ces deux valeurs doivent être maintenues à peu près égales en ajustant la position relative des bagues extérieure et intérieure.
Lorsqu’un grand roulement est monté sur un arbre, la bague extérieure peut se déformer par son propre poids et prendre une forme ovale. Si le jeu est mesuré dans la partie la plus basse du roulement déformé, la valeur mesurée peut être supérieure à la valeur réelle. Si un jeu radial interne incorrect est obtenu de cette manière et que les valeurs du Tableau 1 sont utilisées, l’ajustement serré peut devenir trop serré et le jeu résiduel réel peut devenir insuffisant. Dans ce cas, comme le montre la Fig. 9, la moitié du jeu total aux points a, b et c peut être utilisée comme valeur de jeu résiduel. Pour référence, les points a et b sont situés sur une ligne horizontale qui passe par le centre du roulement, tandis que le point c est situé à la position la plus basse du roulement.
Lorsqu’un roulement à billes auto-aligneur est monté sur un arbre avec un adaptateur, assurez-vous que le jeu résiduel ne devienne pas trop faible. Laissez un jeu suffisant pour faciliter l’alignement de la bague extérieure.

Tableau 1 – Montage des roulements à rouleaux sphériques à alésage conique
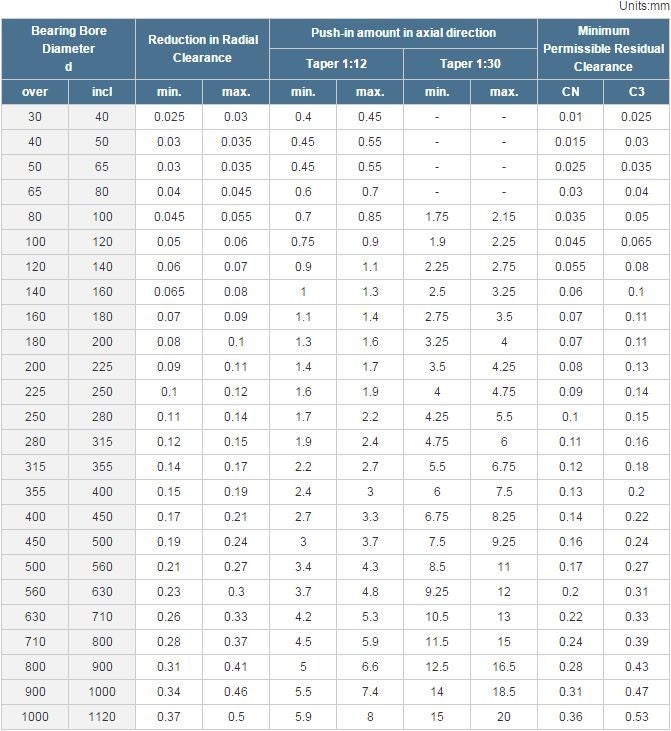
Remarques
Les valeurs de réduction du jeu radial interne s’appliquent aux roulements avec jeu CN. Pour les roulements avec jeu C3, les valeurs maximales indiquées doivent être utilisées pour la réduction du jeu radial interne.
Partager