
Montaj
Rulman montaj yöntemleri, rulman doğruluğunu, ömrünü ve performansını önemli bir ölçüde etkiler. Montajdan önce rulman özellikleri dikkatlice incelenmelidir. Rulmanlara ilişkin çalışma ve elleçleme prosedürlerinin tasarım mühendisleri tarafından tam olarak araştırılmalı ve aşağıdaki konulara ilişkin standartlar tesis edilmelidir:
- Rulmanların ve ilgili parçaların temizliği
- İlgili parçaların boyutlarının ve yüzey kaplamasının kontrol edilmesi
- Montaj
- Montaj sonrası kontrol
- Yağlama
Rulmanların ambalajı, montaj işlemine başlamadan hemen önce açılmalıdır. Gresle yağlama durumunda, rulmanlar önceden temizlenmeden greslenmelidir. Yağ ile kullanım durumunda bile rulmanların önceden temizlenmesi gerekli değildir. Ancak, özel cihazlar veya yüksek hızda işletilen makine ve ekipmanlarda kullanılacak rulmanlar, üzerindeki paslanma koruyucudan arındırılması için filtrelenmiş temiz yağ ile mutlaka önceden temizlenmelidir. Rulmanlar, filtrelenmiş yağ ile temizlendikten sonra korozyona karşı korunmalıdır.
Önceden yağlanmış rulmanlar temizlenmeden kullanılmalıdır. Montaj yöntemleri, rulman türüne ve montaj türüne dayalıdır. Rulmanlar genellikle döner miller üzerinde kullanıldığından, iç bileziklerin genelde sıkı geçmeyle monte edilmesi gereklidir. Silindirik delikli rulmanlar genellikle miller üzerine presle (pres geçme) veya önce rulmanların çapını genişletmek için ısıtılıp sonra soğuyarak mil üzerinde küçülmesiyle (sıkı geçme) monte edilir. Konik bilezikli rulmanlar; konik miller üzerine doğrudan veya silindirik miller üzerine konik manşonlar kullanılarak monte edilebilir.
Rulmanlar, yataklara genellikle gevşek geçme yöntemiyle monte edilir. Bununla birlikte, dış bilezikte sıkı temaslı geçme durumunda pres kullanılabilir. Rulmanlar montajdan önce kuru buz kullanılarak soğutulması sayesinde sıkı temaslı geçme şeklinde monte edilebilir. Bu durumda, havadaki nemin rulman yüzeyinde yoğuşması nedeniyle, rulmana mutlaka pas önleyici bir işlem uygulanması gereklidir.
Silindirik Delikli Rulmanların Montajı
Pres Geçme
Pres geçme, küçük boyutlu rulmanlar için yaygın olarak kullanılmaktadır. Şekil 1’de gösterildiği gibi iç bilezik üzerine bir montaj aleti yerleştirilir ve iç bileziğin kenarı mil omzuna dayanıncaya kadar rulman, bir pres yardımıyla mil üzerine yavaşça geçirilir. Presle montaj durumunda montaj aleti rulmana zarar verebileceğinden kesinlikle dış bilezik üzerine yerleştirilmemelidir.
Sorunsuz montaj için, işlem öncesi mil yüzeyine yağ uygulanması önerilir. Çekiçle montaj yöntemi sadece bir presin mevcut olmadığı durumlarda minimal sıkı geçme uygulanacak küçük bilyalı rulmanlar için kullanılmalıdır. Yüksek sıkı geçme durumunda veya orta veya büyük boyutlu rulmanlar için bu yöntem kullanılmamalıdır. Çekiç kullanıldığı durumda, mutlaka montaj aleti iç bilezik üzerine yerleştirilmelidir.
Sabit bilyalı rulmanlar gibi birbirinden ayrılamayan iç ve dış bileziklerden her ikisinin montajı için de sıkı geçme gerektiği durumda, Şekil 2’de gösterildiği gibi bir montaj aleti her iki bilezik üzerine de yerleştirilir ve bir vida veya hidrolik pres kullanılarak her iki bilezik de aynı anda monte edilir. Oynak bilyalı rulmanların dış bileziğinde hasar oluşabileceği için bu rulmanların montajında her zaman şekilde gösterildiği gibi bir montaj aleti kullanılmalıdır.
Silindirik makaralı rulmanlar ve konik makaralı rulmanlar gibi iç ve dış bilezikleri birbirinden ayrılabilir rulmanların montajında, iç ve dış bileziklerin montajı birbirinden ayrı bir şekilde gerçekleştirilebilir. Ayrı olarak monte edilen iç ve dış bileziklerin doğru bir şekilde hizalanmasına dikkat edilmelidir. Dikkatsiz veya zorlayarak montaj, yuvarlanma elemanlarının temas yüzeylerinde çizilmelere neden olabilir.
Sıcak Geçme
Büyük rulmanların presle montajı için yüksek kuvvetler gerektiğinden, yaygın olarak sıcak geçme yöntemi kullanılmaktadır. Rulmanlar, montaj işleminden önce genişletmek için ısıtılır. Bu yöntem, rulmanlar üzerine aşırı kuvvet uygulanmasını önler ve rulmanların kısa bir sürede montajına olanak sağlar. Farklı sıcaklıklara ve rulman boyutlarına göre iç bileziğin genleşme oranı Şekil 3’te gösterilmektedir.
Sıcak geçme işlemini uygularken aşağıdaki hususlara dikkat edilmelidir:
(a) Rulmanlar 120℃’den daha yüksek sıcaklıklarda ısıtılmamalıdır.
(b) Rulmanları bir tel örgünün üzerine koyun veya doğrudan tankın tabanına temas etmesini önlemek için bir yağ tankının içine asın.
(c) Montaj işlemi sırasında iç bilezik biraz soğuyacağı için rulmanları montaj için gerekli en düşük sıcaklıktan 20℃ ilâ 30℃ daha yüksek bir sıcaklığa kadar ara vermeden ısıtın.
(d) Montajdan sonra, rulmanlar soğurken eksenel yönde ve radyal yönde çekecektir. Bu nedenle, rulman ile omuz arasında boşluk bırakmaktan kaçınmak amacıyla, uygun yerleştirme yöntemlerini kullanarak rulmanı mil omzuna presle sıkıca geçirin.
NSK Rulman İndüksiyon Isıtıcıları
Yağda ısıtma yönteminin yanında, rulmanları ısıtmak için elektromanyetik indüksiyon kullanan NSK Rulman Isıtıcıları da yaygın olarak kullanılmaktadır. NSK Rulman Isıtıcılarında, bir bobindeki elektrik (AC), alev veya yağ kullanmadan ısı üreten rulmanın içinde bir akım oluşturan bir manyetik alan üretir. Sonuç olarak, kısa sürede düzgün ısıtma mümkün olur ve bu da sıkı geçmeyi verimli ve temiz hale getirir.
NSK indüksiyon ısıtma ekipmanları, haddehanelerdeki silindirik makaralı rulmanlar ve demir yolu vagonlarının akslarındaki silindirik makaralı rulmanlar gibi, nispeten sık montaj ve demontajın gerekli olduğu durumlarda faydalıdır.
Konik Delikli Rulmanların Montajı
Konik bilezikli rulmanlar, konik miller üzerine doğrudan veya silindirik miller üzerine adaptörler veya sökme manşonlarıyla monte edilir (bkz. Şekil 4 ve 5). Büyük oynak makaralı rulmanlar genellikle hidrolik pres kullanılarak monte edilir. Şekil 6’da bir manşon ve hidrolik somun kullanılarak bir rulmanın montajı gösterilirken Şekil 7’de basınç altında rulman yatağına yağ beslemesi amacıyla manşona deliklerin açıldığı bir montaj yöntemi gösterilmektedir. Rulman radyal olarak genleştiğinde, manşon, ayar cıvatalarıyla eksenel olarak yerleştirilir.
Oynak makaralı rulmanlar, radyal boşluk kontrol edilerek ve Tablo 1’de listelenen itme mesafeleri referans alınarak monte edilmelidir. Radyal boşluk, mutlaka boşluk mastarları kullanılarak ölçülmelidir. Şekil 8’de gösterildiği gibi bu ölçümde, makaraların her iki sırasının boşluk değerleri eş zamanlı olarak ölçülmeli ve bu iki değer, dış ve iç bileziklerin görece konumu ayarlanarak yaklaşık olarak birbiriyle aynı değerde tutulmalıdır.
Bir mil üzerine büyük bir rulman monte edildiğinde, dış bilezik kendi ağırlığı nedeniyle deformasyona uğrayarak oval bir şekil alabilir. Boşluk değeri, deformasyona uğrayan rulmanın en alçak kısmından ölçüldüğü takdirde ölçülen değer, gerçek değerden daha büyük olabilir. Bu şekilde ölçüm nedeniyle hatalı bir radyal iç boşluk değeri elde edildiği ve Tablo 1’de gösterilen değerler kullanıldığı takdirde sıkı geçme çok sıkı olabilir ve gerçek boşluk artık çok az olabilir. Bu durumda, Şekil 9’da gösterildiği gibi; a, b ve c noktalarındaki toplam boşluğun yarısı, artık boşluk olarak kullanılabilir. Referans için, a ve b noktaları, rulman merkezinden geçen yatay bir çizgi üzerinde bulunurken, c noktası ise rulmanın en alçak konumunda bulunur.
Oynak bilyalı rulmanın bir adaptör kullanılarak bir mil üzerine montajı yapıldığında, artık boşluğun çok az olmadığından emin olunması gereklidir. Dış bileziğin kolay hizalanması için mutlaka yeterli boşluk bırakılmalıdır

Tablo 1 — Konik Delikli Küresel Makaralı Rulmanların Montajı
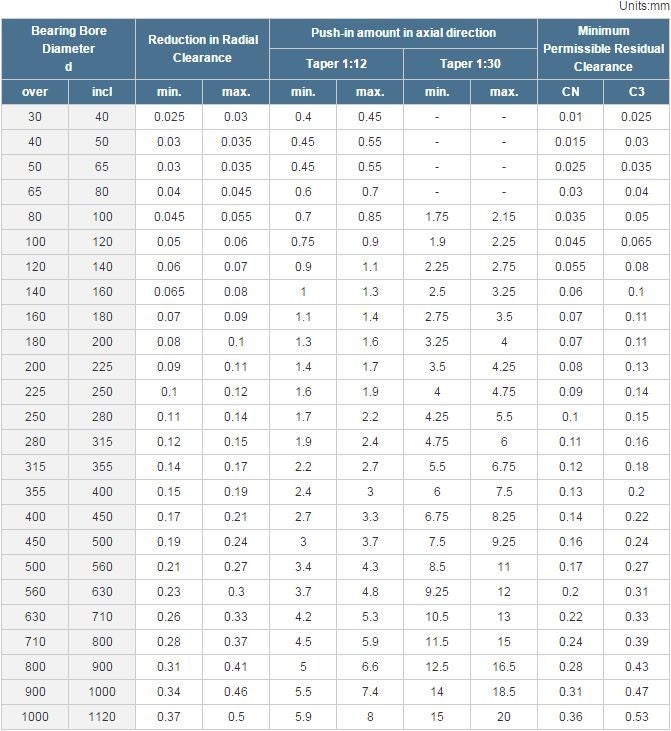
Açıklamalar
Radyal iç boşluk azalma değerleri, CN boşluklu rulmanlar içindir. C3 boşluklu rulmanlarda, radyal iç boşluk azalma değerleri için listelenen maksimum değerler kullanılmalıdır.
Paylaş