
10.1 軸受の取付け
転がり軸受の取付け方法は、軸受の種類や大きさによって、異なります。
取付け方法を誤ると、軸受損傷や装置の寿命低下となる可能性が高くなります。
取付けフロー
軸受の取付けの良否は、精度、寿命、性能に影響します。そのため、設計および組立部門で、軸受の取付けについて、十分に検討し、作業標準に従がって、取付作業を進めます。
通常の取付け作業標準
1. 軸受および関係部品の洗浄
2. 関係部品の寸法、および仕上状況のチェック
3. 取付け
4. 軸受取付け後のチェック
5. 潤滑剤の供給
6. 運転検査
軸受の包装は、取付け直前に解くようにします。
軸受及び関係部品の洗浄
グリース潤滑の場合、一般的には軸受を洗浄せず、そのまま潤滑グリースを充てんします。
グリース封入軸受も、洗浄しないで使用します。
油潤滑の場合も、通常洗浄の必要はありません。ただし、計器用あるいは高速で使用する場合は、きれいな洗浄油で洗って、軸受に塗布されているさび止め剤(防錆油など)を除去してください。
さび止め剤(防錆油など)を除去した軸受は、さび(錆)が発生しやすいので、そのまま放置しないでください。
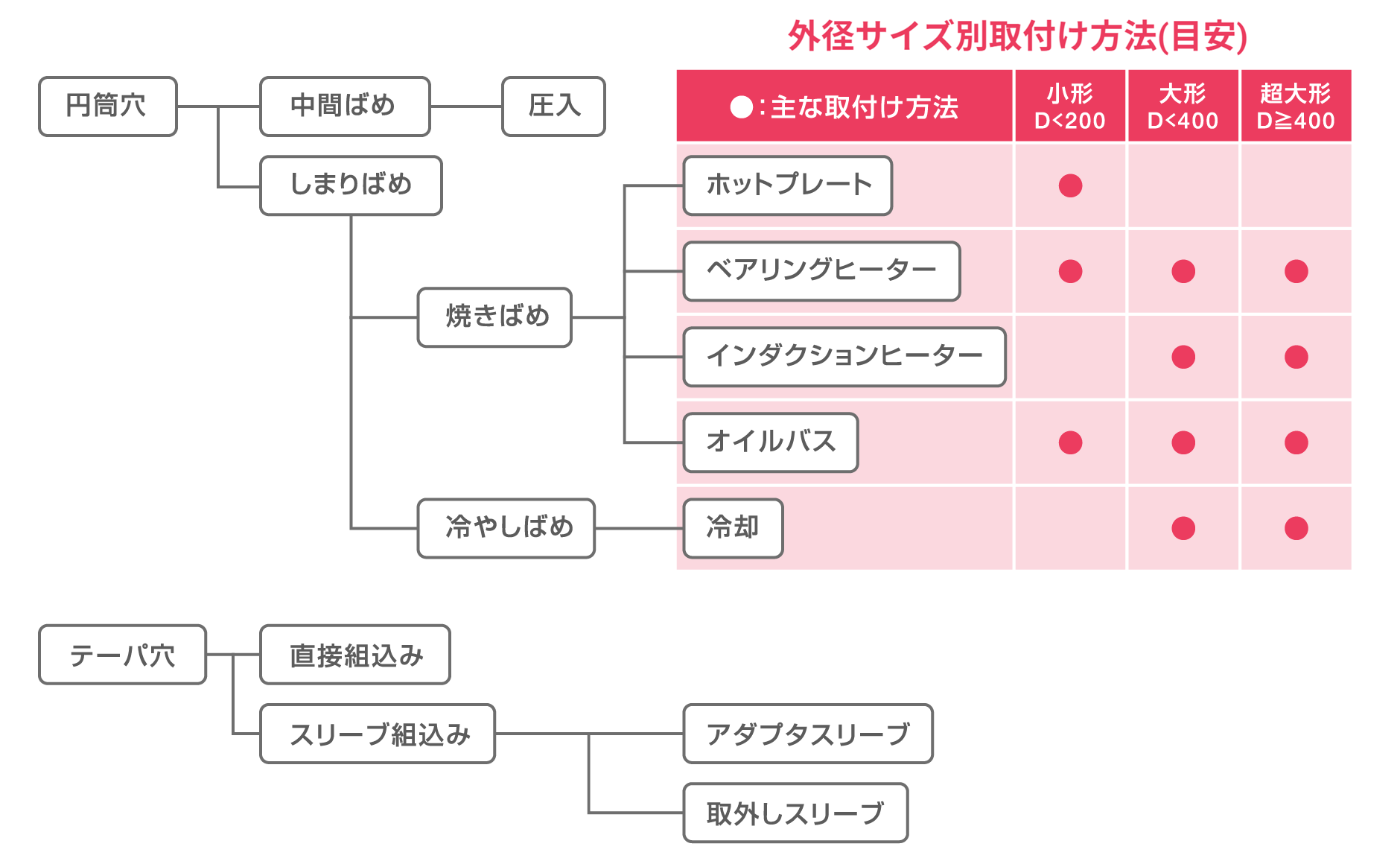
取付け方法
軸受取付け方法は、軸受形式や はめあいによって異なり、一般には、下記の方法が用いられます。
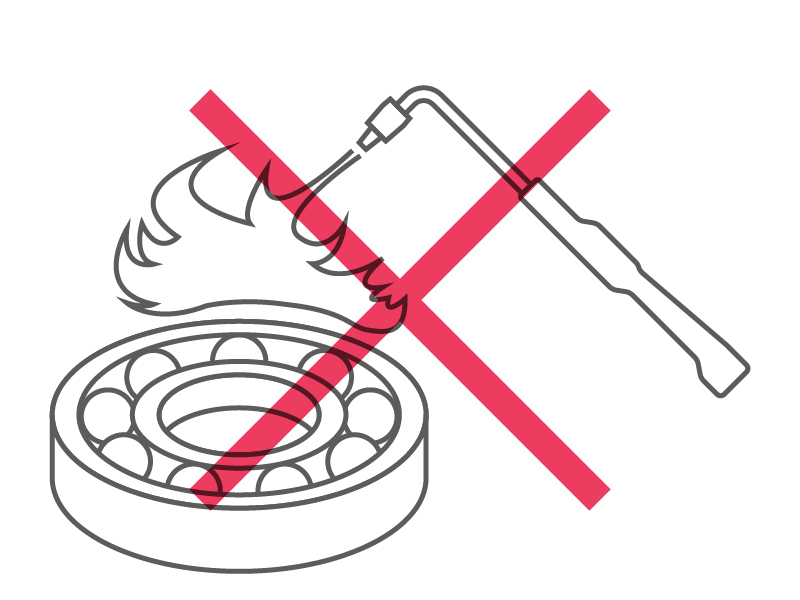
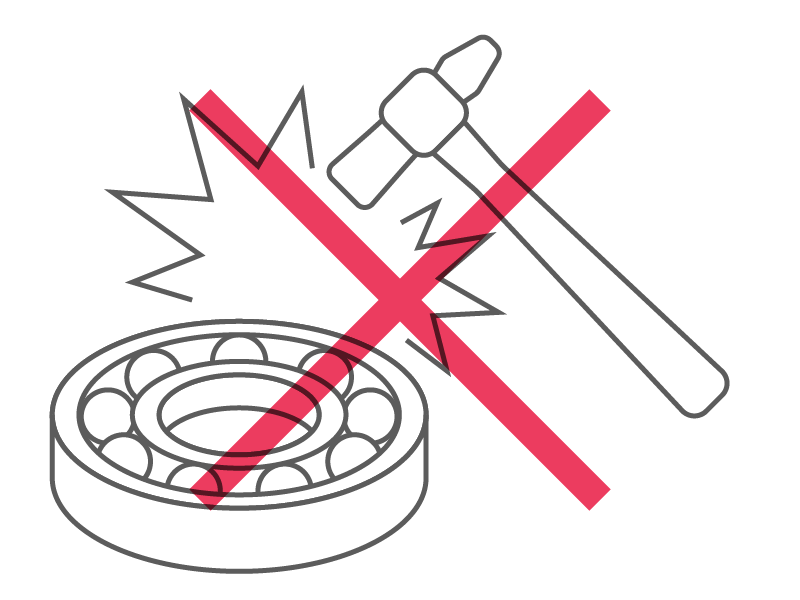
取付け時の注意事項
直火であぶらない
直接たたかない
ミスアライメント状態での組込み
ハウジング内径面に傾斜なきことを確認する
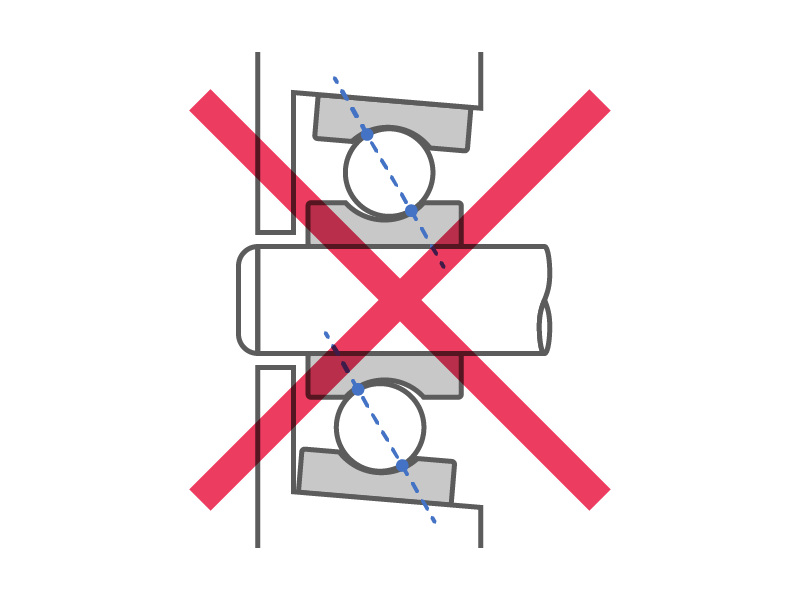
内輪を傾いた状態で挿入しない
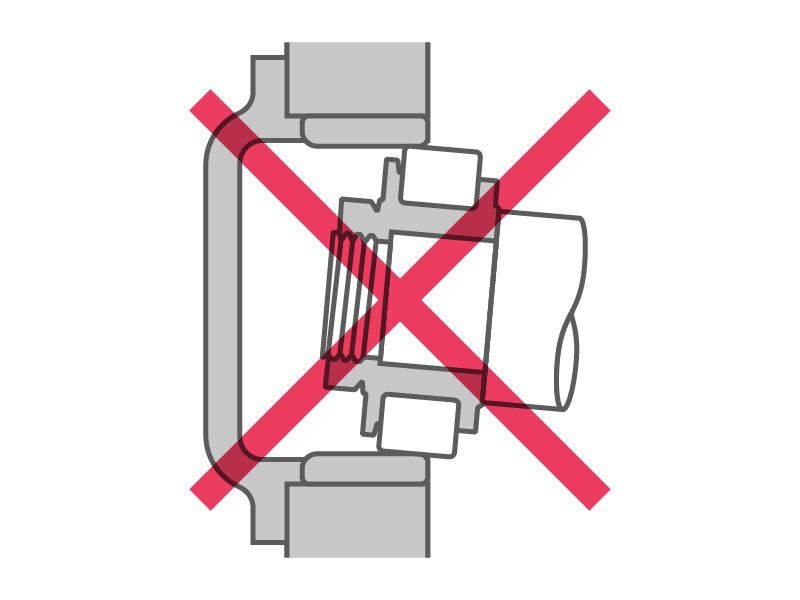
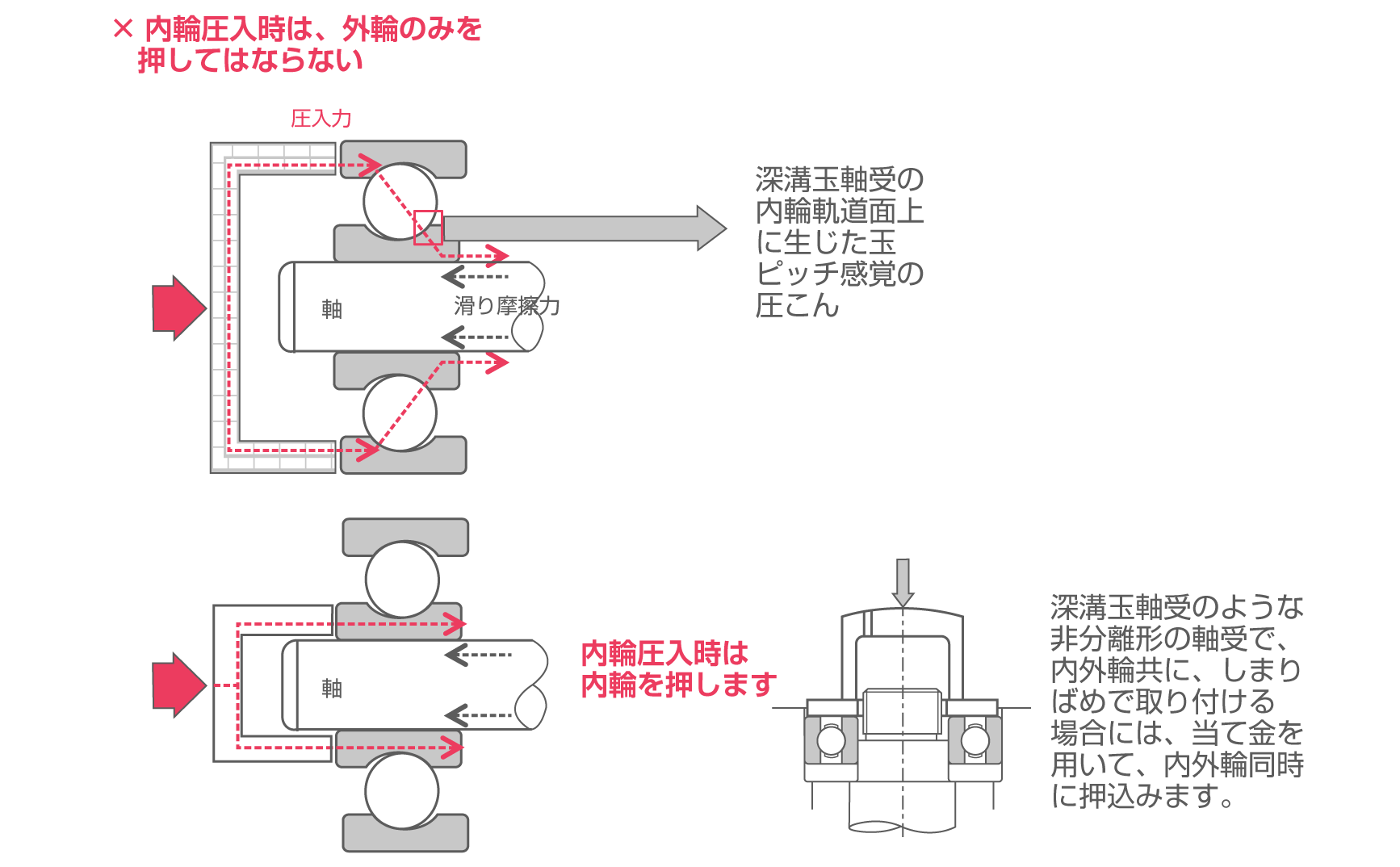
取付け時(押し込み時)の注意
焼きばめ
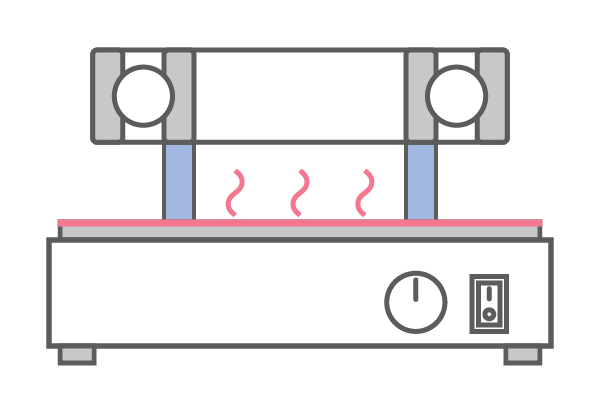
プレートに直置きしないこと
1. ホットプレート
槽の底に直置きしないこと
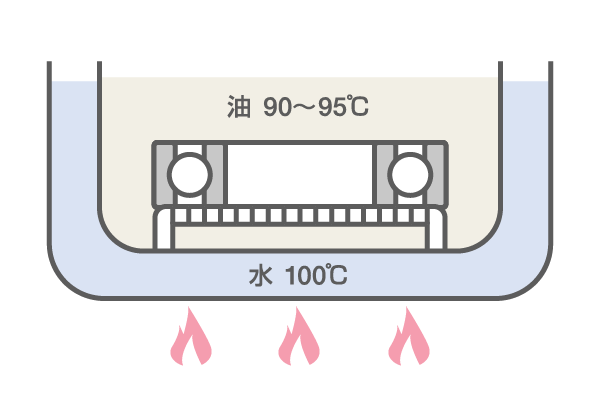
2. オイルバス

3. ベアリングヒーター

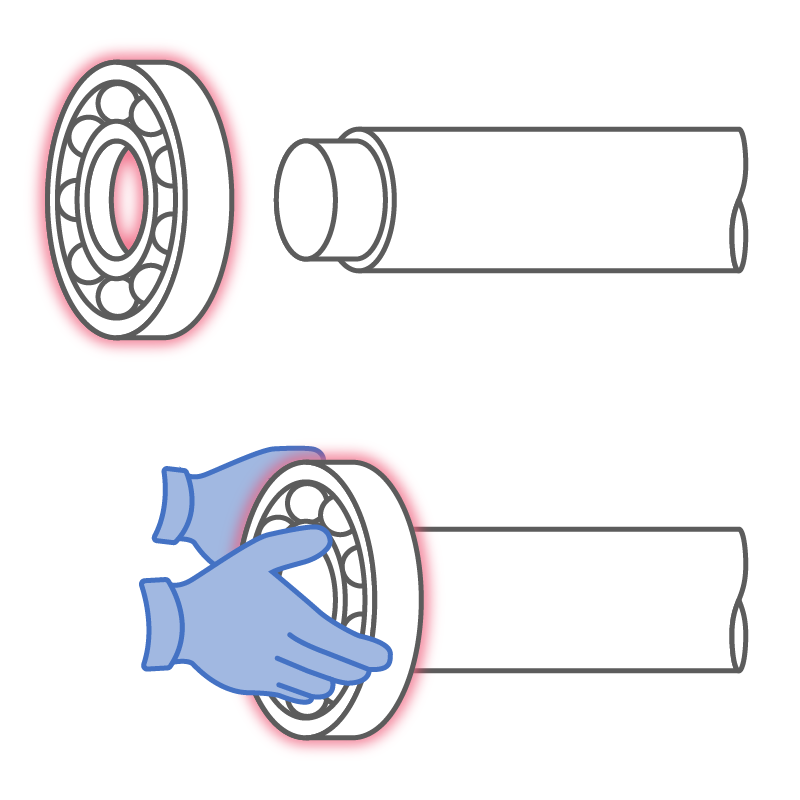
放熱時、収縮によって軸受と軸の肩部にすきまが生じないよう、5〜10秒間、軸受をしっかりと保持します(火傷注意)。
密封軸受を加熱する場合、高温状態を長時間保持しないでください。
グリースは高温下で急速に劣化します。
油槽加熱
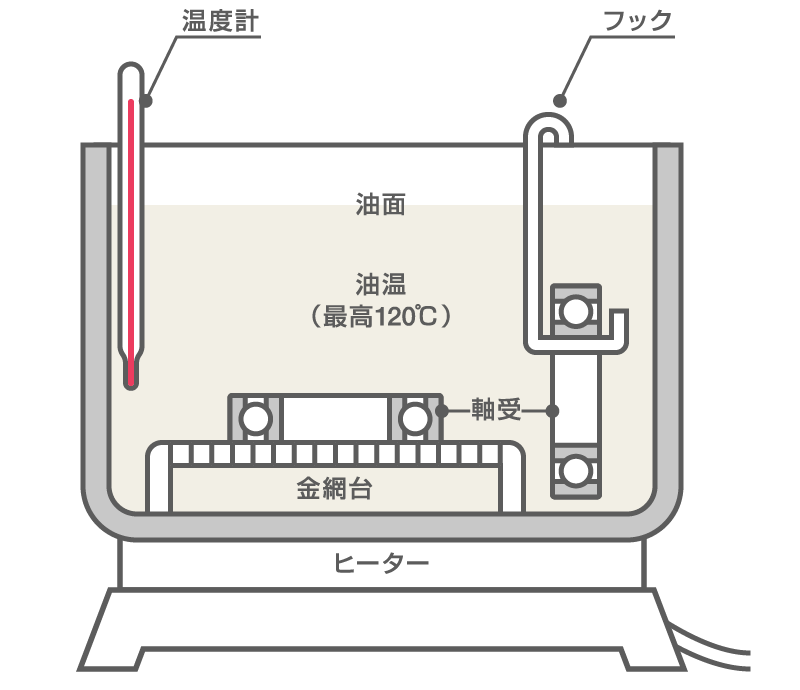
- 大形軸受では、圧入に要する力が大きいので、圧入作業が難しくなります。したがって、油の中で軸受を加熱膨張させ、軸に取付ける焼きばめ方法が広く用いられています。
- この方法によれば、軸受に無理な力がかからず、短時間に作業が行なえます。
- 焼きばめ作業における注意事項は、次の諸点です。
- 長時間、軸受を120℃以上に加熱しない。
- 軸受の局部加熱を防ぐため、油槽の底に直接触れないように軸受を金網台に載せるか、フックでつるすなどの工夫が望まれます。
- 作業中に内輪が冷えて、取付けが困難にならないよう、高めに軸受を加熱します。
- 取付け後、軸受が冷えると、幅方向にも収縮するので、内輪と軸の肩との間に すきまが生じないよう、軸ナットやその他の適当な方法で密着させておく必要があります。
誘導加熱装置(インダクションヒーター)
油による焼ばめ方法のほかに、電磁誘導作用を利用したベアリングヒーターが広く用いられています。
- ベアリングヒーターは励磁コイルを内蔵しており、通電すると電磁誘導作用により被加熱体(軸受)に電流が流れ、それ自体の抵抗によって発熱します。
- したがって、火や油を使わずに短時間で均一に加熱できるので、軸受の焼ばめ作業を効率よく、清潔に行なうことが可能です。
- 取付け・取外しが比較的多く行なわれる場合、例えば、圧延機のロールネック用、鉄道車両の車軸用などの ころ軸受では、内輪の取付け・取外しに専用のインダクションヒーターを利用すると更に効率的です。

ベアリングヒーター
インダクションヒーター
深溝玉軸受の焼きばめ温度
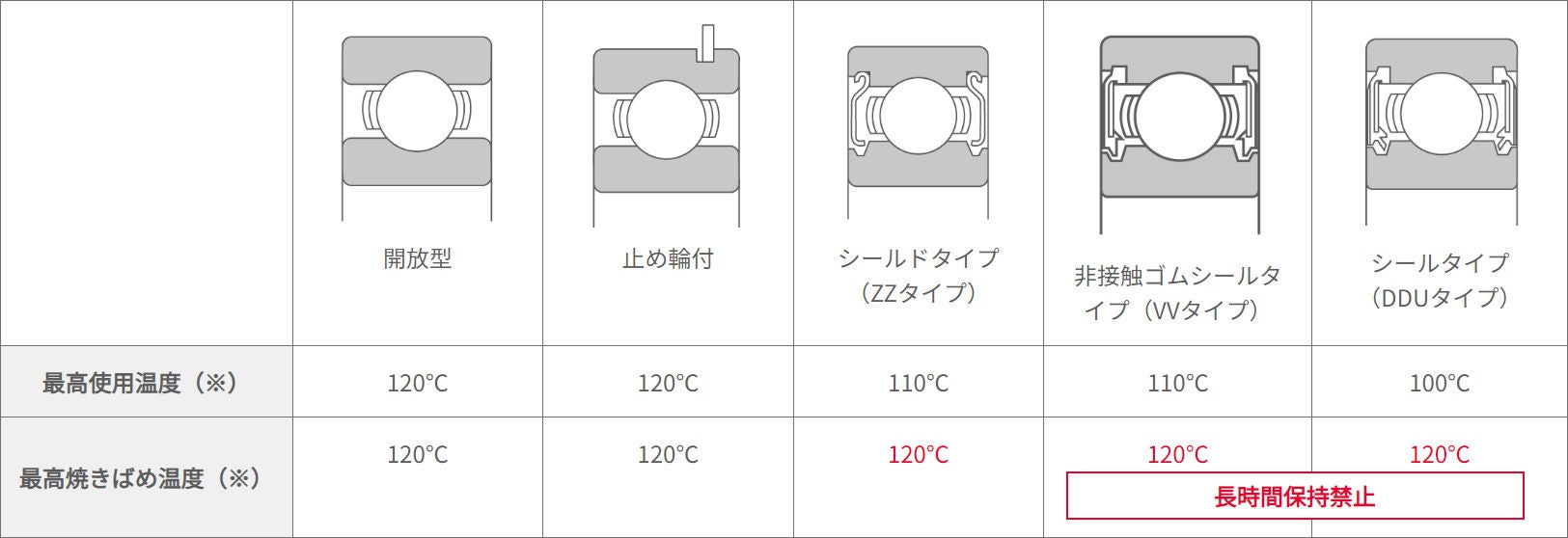
(※)上記温度は、標準軸受の場合の目安であり、できれば、最高使用温度以下での加熱が望ましいです。
冷やしばめ
大形・超大形軸受の外輪に しめしろがある場合、ドライアイスなどで、外輪を収縮させる冷やしばめを行うことがあります。


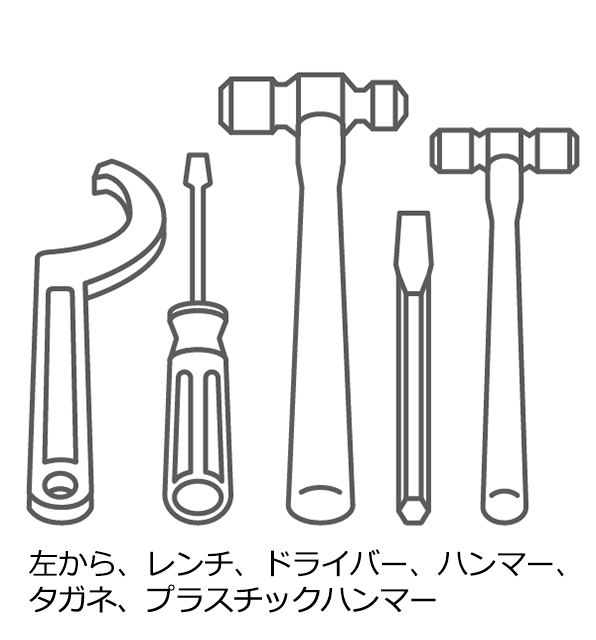
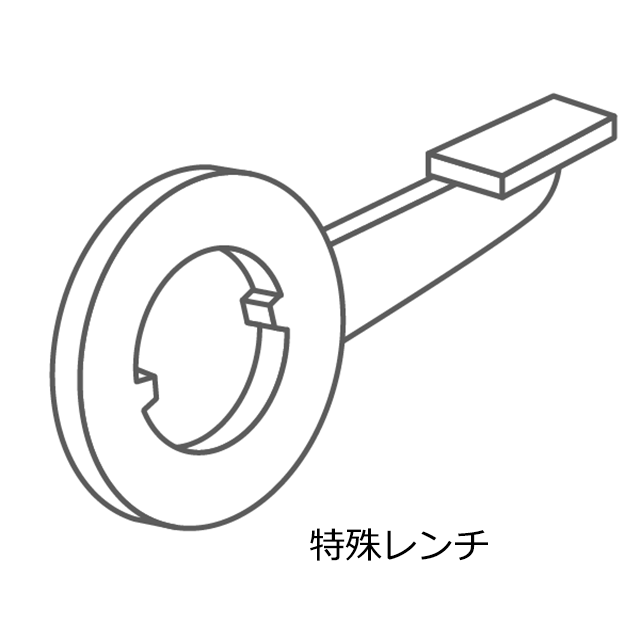
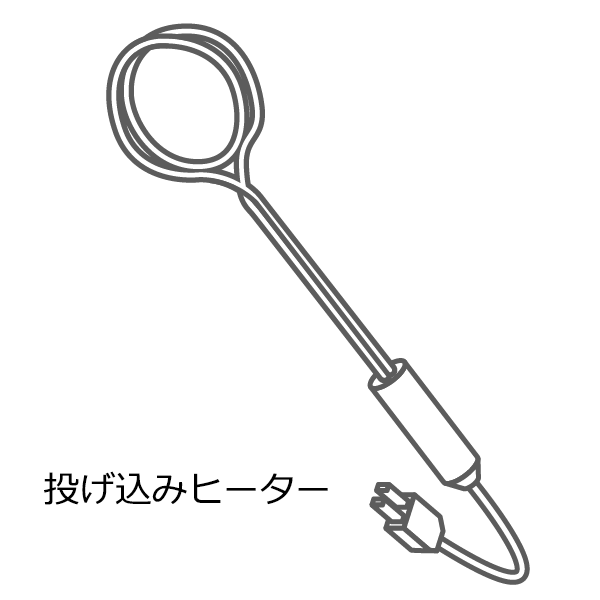
軸受取付けの治工具例



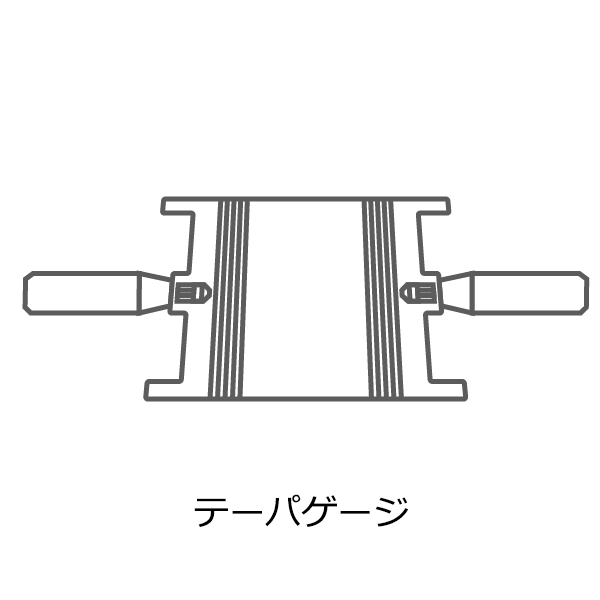
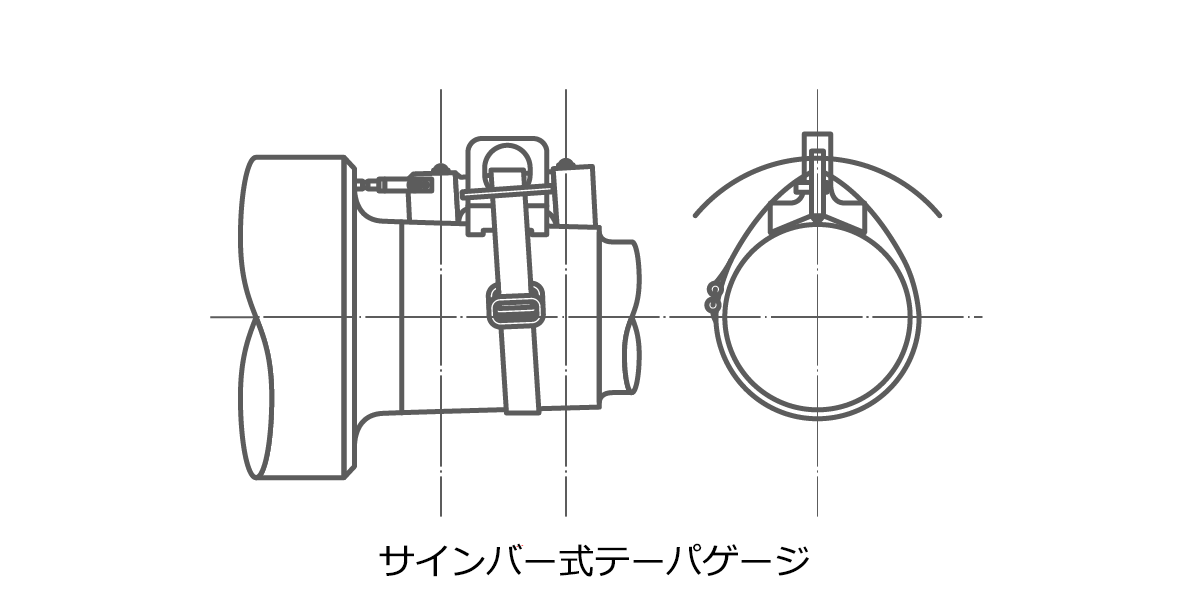
軸受取付け時の測定器例






軸受の取付け
テーパ穴軸受の取付け
1. テーパ穴軸受
テーパ穴軸受では、内輪を直接テーパ軸に固定するか、アダプタまたは取外しスリーブを使って円筒軸に取付けます。
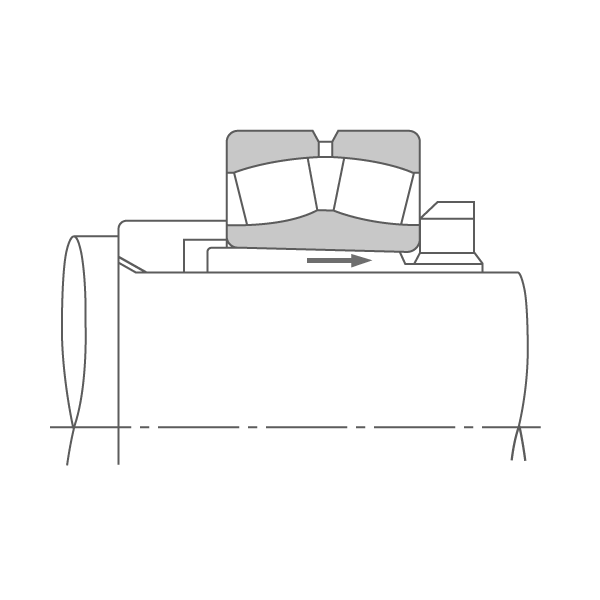
アダプタによる取付け
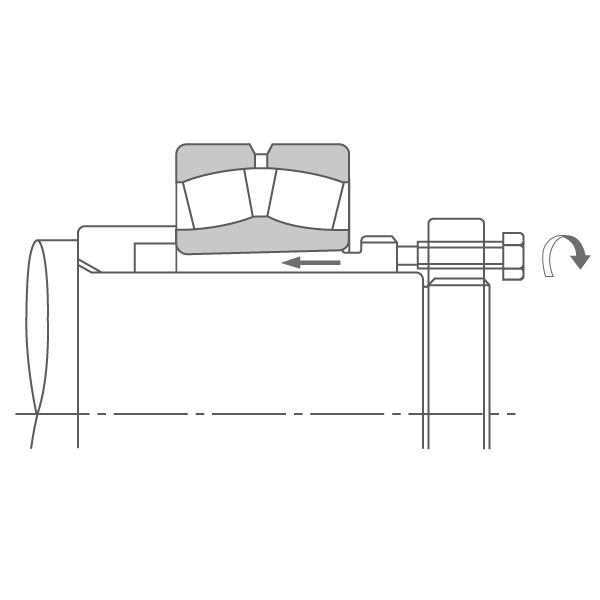
取外しスリーブによる取付け
2. 大形の自動調心ころ軸受
大形の自動調心ころ軸受では、油圧を利用して取付作業を行なうことが多い。油圧ナットを用いてスリーブを押し込み取付ける方法や、スリーブに油穴を設け、加圧した油を はめあい面に送り込みながら、ボルトでスリーブを押し込む方法があります。
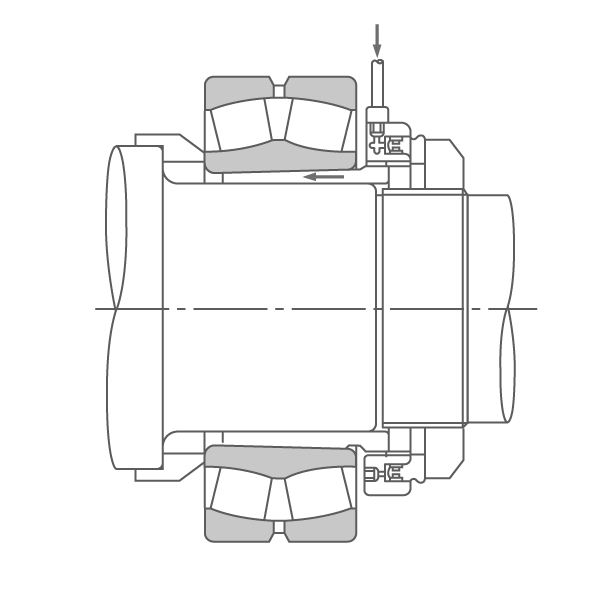
油圧ナットを用いた取付け
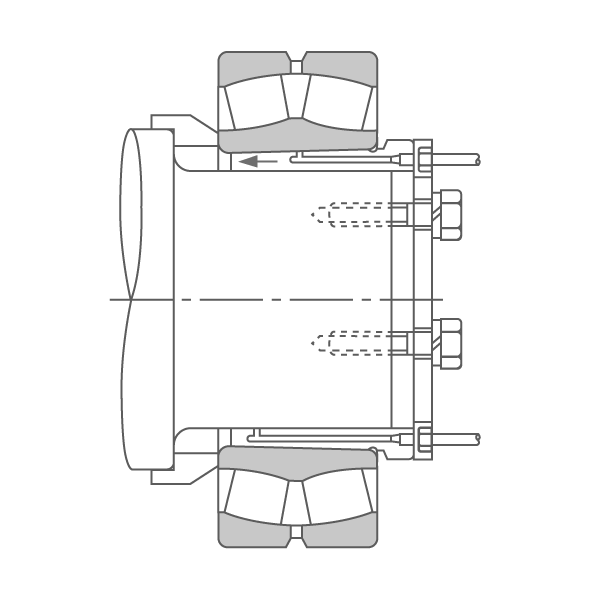
特殊スリーブを用いた油圧による取付け
組付け後の留意点
「同じ組込み方なのに、メーカを変更したら、短期間で壊れた」という話を聞くことがあります。
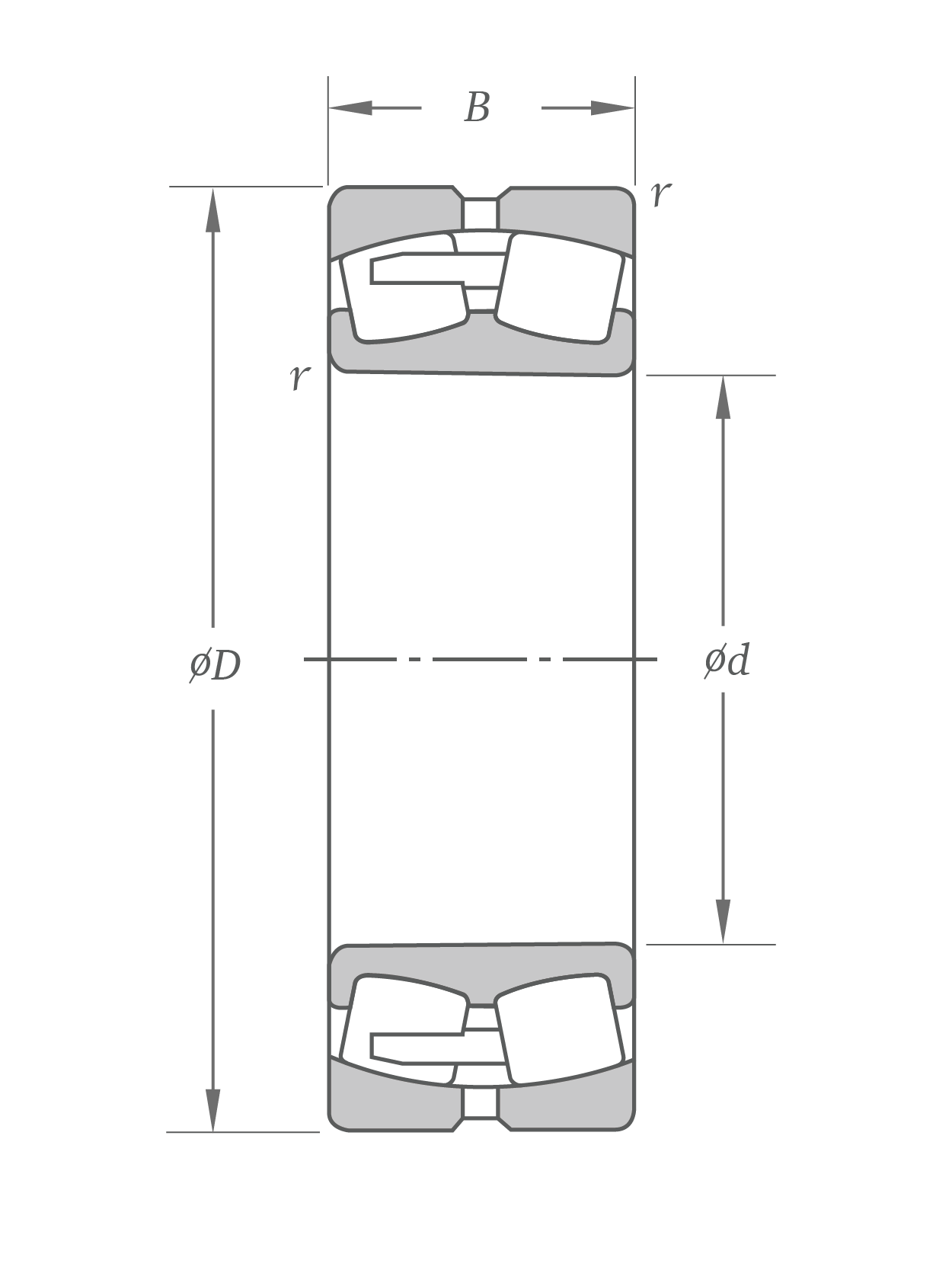
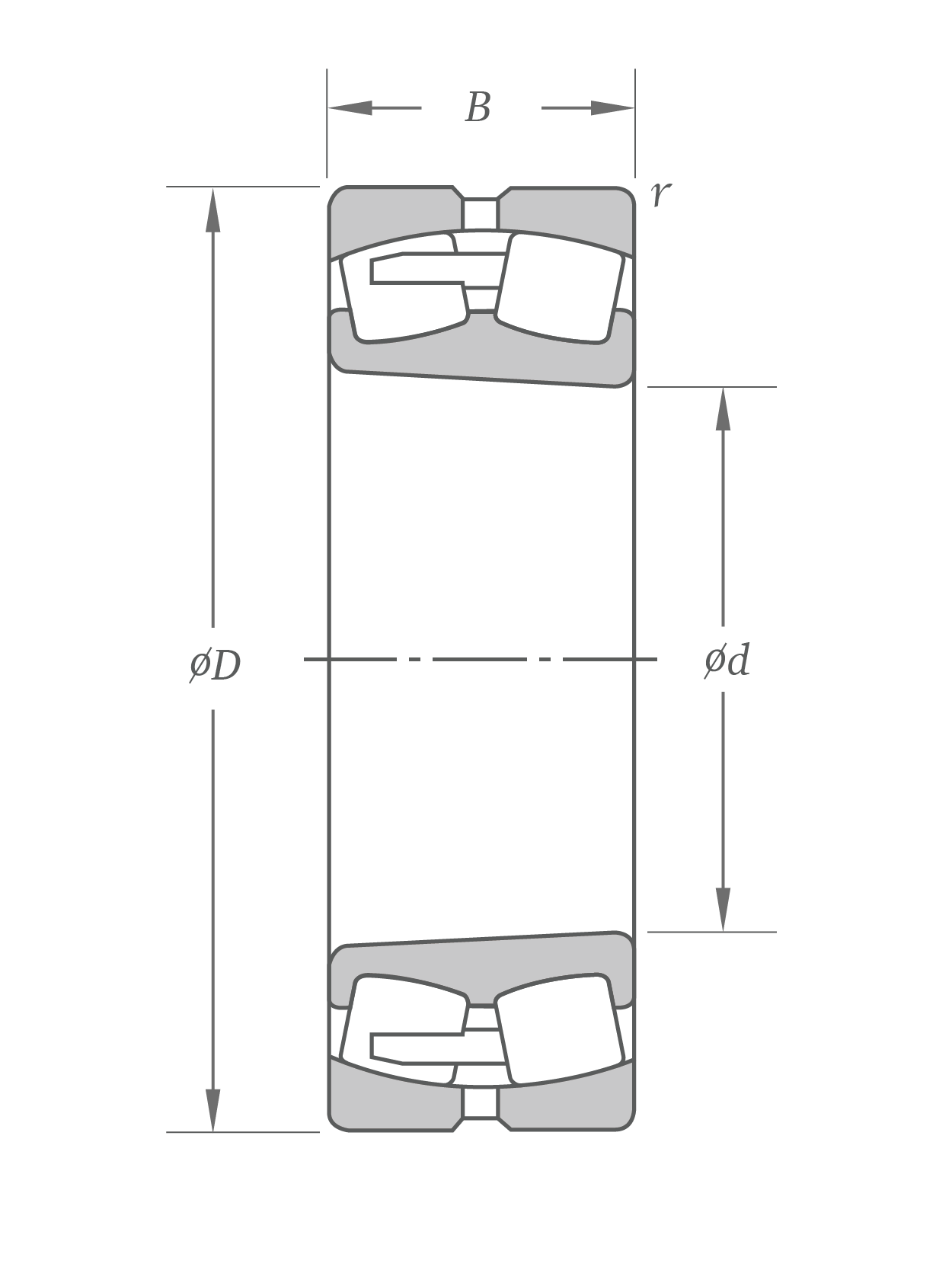
標準軸受はISO/JIS等の規格によって、内径(d)、外径(D)、幅(B)等が規定されています。しかし、その他(転動体サイズ、転動体数等)は各メーカで異なることがあります。特に、内径テーパ穴、またはテーパ軸の場合、同じ組込み方法でも、残留すきま(組立後のすきま)、または予圧量が異なる場合があります。メーカ変更時は、組立後のトルクまたはすきまを確認されることを推奨いたします。
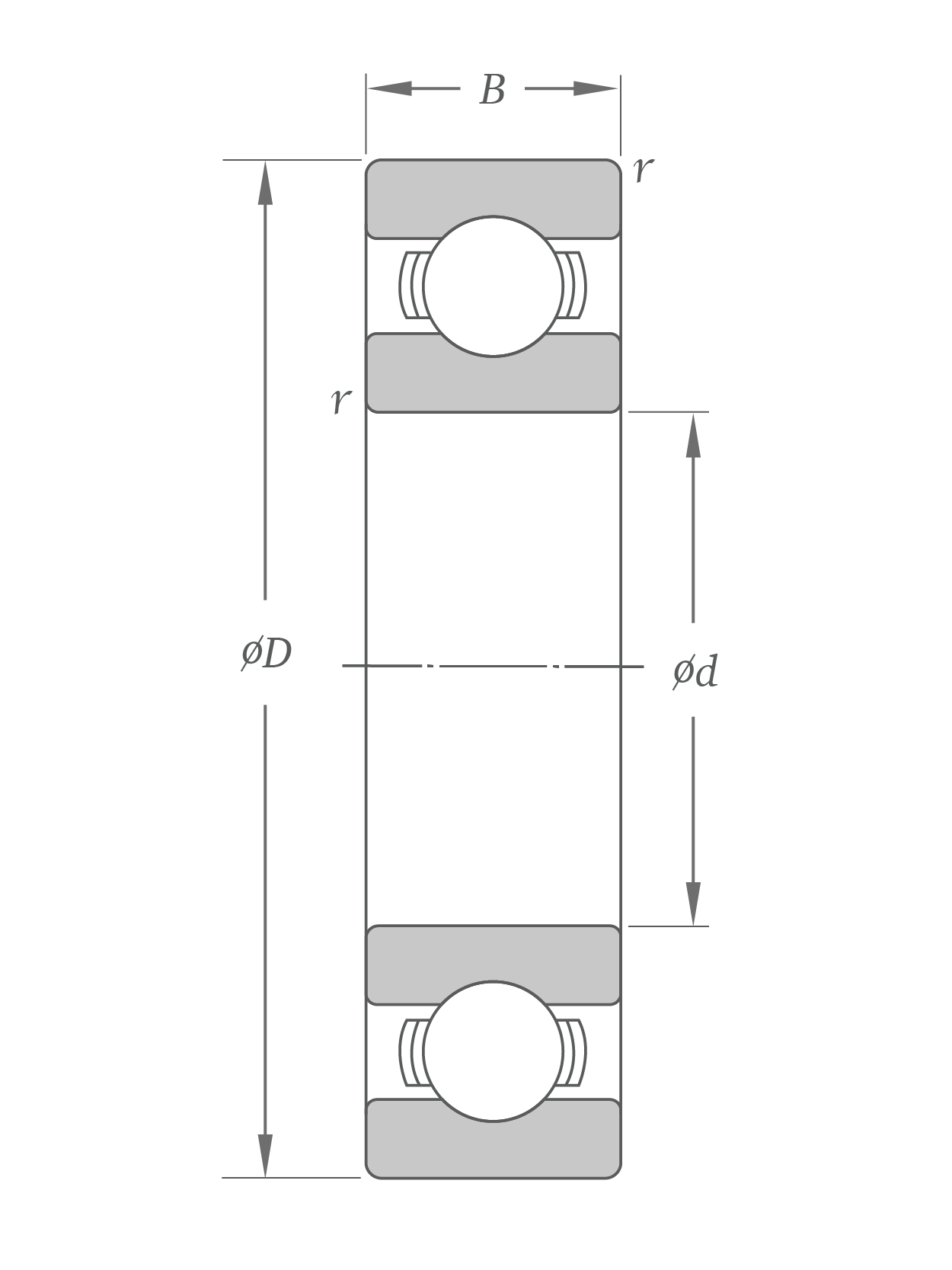
深溝玉軸受
(アンギュラ玉軸受)
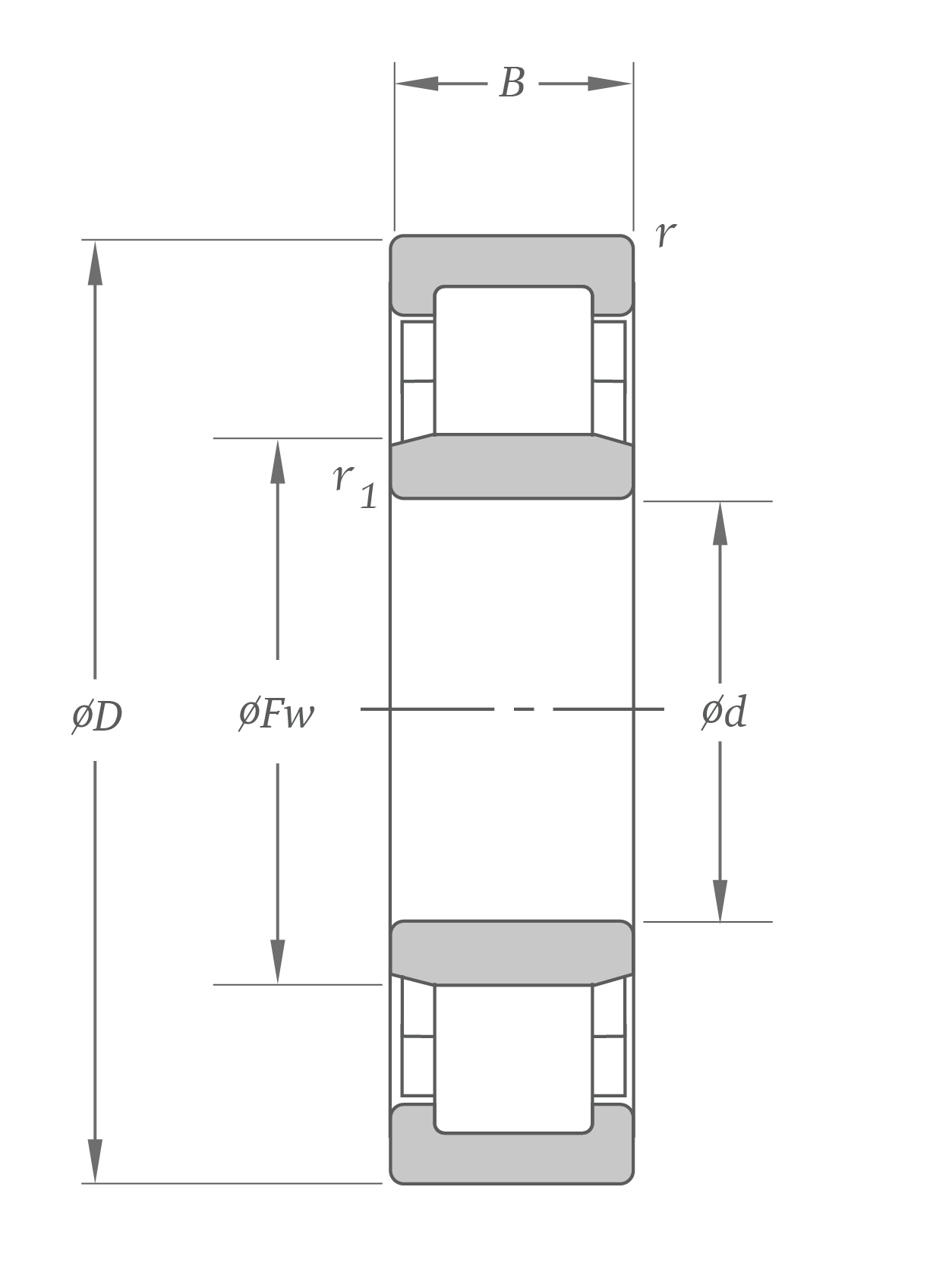
円筒ころ軸受
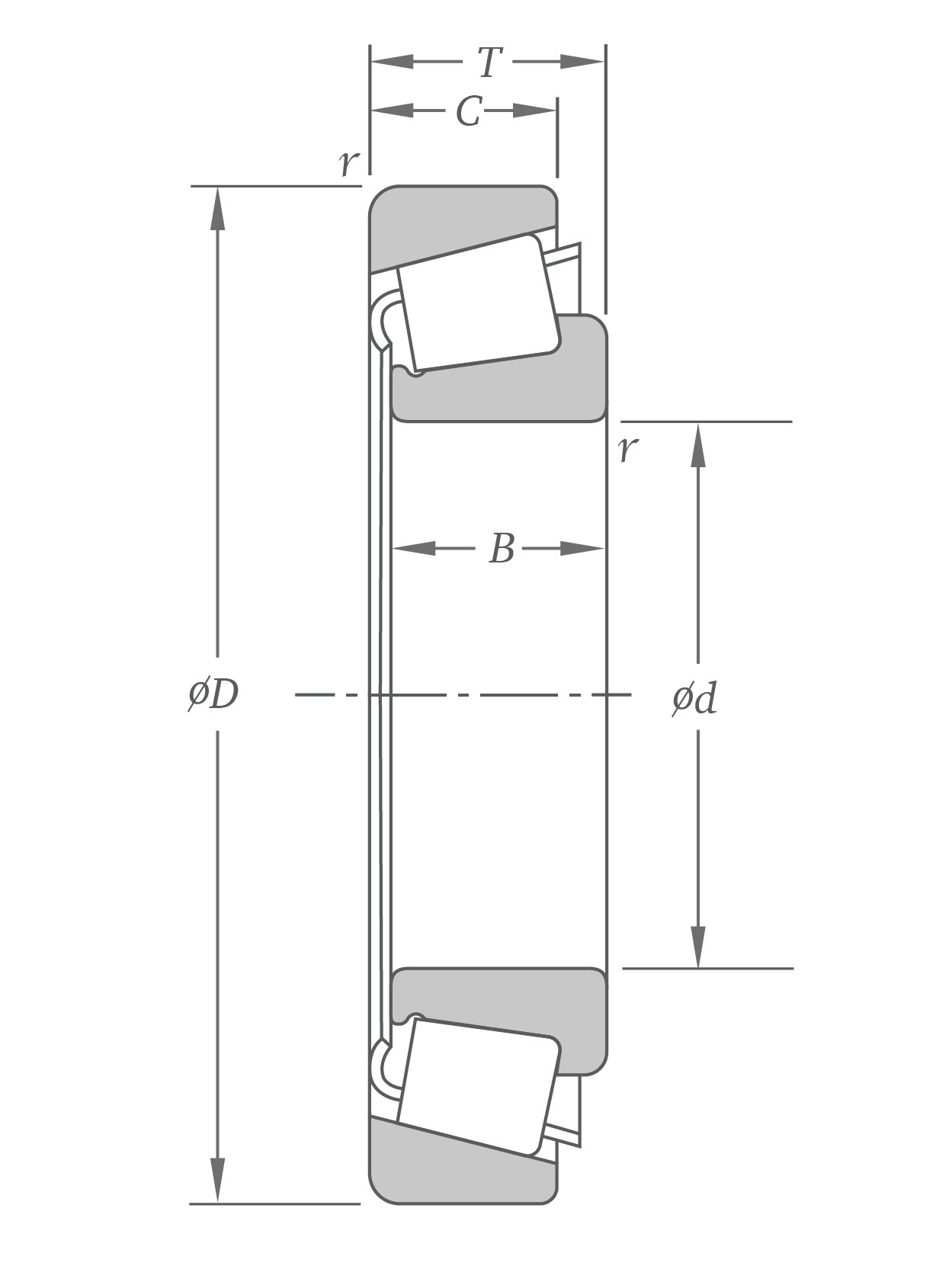
円すいころ軸受
(円筒穴付)
自動調心ころ軸受
テーパ穴付
自動調心ころ軸受
運転検査
軸受の取付けが終ったら、その取付けが正常であるかどうかを確認するため、運転検査を行います。
この運転検査で異常を発見したときには、直ちに運転を中止して機械を点検する必要があります。
| 機械区分 | 運転方法 | 検査項目 |
|---|---|---|
| 小型機械 | ・手回し運転 検査結果に異常がなければ動力運転に移ります。 | ・ひっかかり(異物、きず、圧痕) ・回転トルクむら(取付け不良) ・トルク過大(すきま過小・取付け誤差) |
| ・動力運転 無負荷、低速で始動し、除々に所定の条件に上げて、定格運転にします。 | ・異常音の確認 ・軸受温度の推移 ・潤滑剤の漏れ、変色 | |
| 大型機械 | ・動力だ走運転 無負荷で始動した後、直ちに動力を切って、だ走運転にする。検査結果に異常がなければ動力運転に移ります。 | ・振動、音など |
| ・動力運転 小形機械の方法に準じます。 | 小形機械に準じます。 |
保守と点検
軸受本来の性能を良好な状態で、できるだけ長く維持するために行ないます。
- 故障未然防止
- 運転信頼性向上
- 生産性向上
- 経済性向上
保守・点検は、機械の運転条件に応じた作業標準により、定期的に行われることが望ましく、運転状態の監視、潤滑剤の補給または取替え、定期分解による検査などにわたって行います。
- 運転中の軸受異常の兆候を予知することは、操業上、極めて重要です。