
8. 예압
예압이란 베어링의 내부 클리어런스가 마이너스(-) 상태임을 뜻하며, 미끄럼베어링에는 없는 구름베어링 고유의 특징입니다.
구름베어링의 예압
구름베어링은 주로 운전 시 플러스(+) 클리어런스 상태로 사용됩니다.
한편 축의 흔들림을 억제하기 위한 목적 등으로, 설치 시 마이너스 클리어런스가 되도록 미리 내부 응력을 발생시킨 상태(※)에서 사용하는 경우가 있습니다.
※ 측정 클리어런스가 "0"이며, 내외륜, 전동체를 탄성 변형시킨 상태입니다.

이러한 상태를 예압이라고 합니다.
예압은 주로 앵귤러볼베어링이나 테이퍼롤러베어링과 같이, 2개를 마주 보게 설치하여 클리어런스를 조정할 수 있는 형식의 베어링에 적용됩니다.
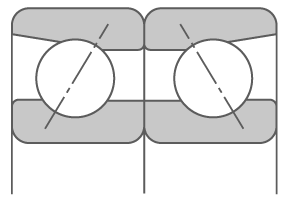
앵귤러볼베어링의 뒷면
조합의 예(DB)
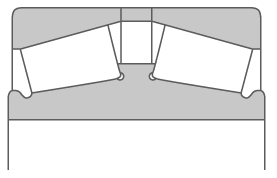
테이퍼롤러베어링의 정면
조합(DF)의 예
베어링 예압의 주 목적
- 1. 축의 레이디얼 방향 및 액시얼 방향의 위치 결정 정확도를 높힘과 동시에 축의 흔들림을 억제한다.
· · · 공작기계의 주축용 베어링, 측정기의 베어링 등 - 베어링의 강성을 높인다.
· · · 공작기계의 주축용 베어링, 자동차 차동기어 피니언용 베어링 등 - 액시얼 방향의 진동 및 공진에 의한 이상 소음을 방지한다.
· · · 소형 전동기용 베어링 등 - 전동체의 선회 미끄럼, 공전 미끄럼 및 자전 미끄럼을 억제한다.
· · · 고속 회전하는 앵귤러볼베어링, 스러스트 볼베어링 등 - 궤도륜에 대해 전동체를 정위치에 유지시킨다.
· · · 스러스트 볼베어링이나 스러스트 자동조심 롤러베어링을 횡축에 사용하는 경우 등
강성
강성이란 물체가 외력에 대해 원래 형태를 유지하려는 성질로써, 외부의 힘에 대한 변형 저항입니다.
베어링이 하중을 받으면 전동체와 궤도륜은 탄성 변형을 일으킵니다.
이 탄성변형량이 적으면 강성이 높다고 할 수 있습니다.
베어링의 강성이 높다 → 하중 부하 시, 회전축의 위치 이동이 작다.
일반적으로 롤러베어링은 볼베어링보다 강성이 높고, 예압이 부하된 베어링은 예압이 부하되지 않은 베어링보다 강성이 높습니다.
예압 방법
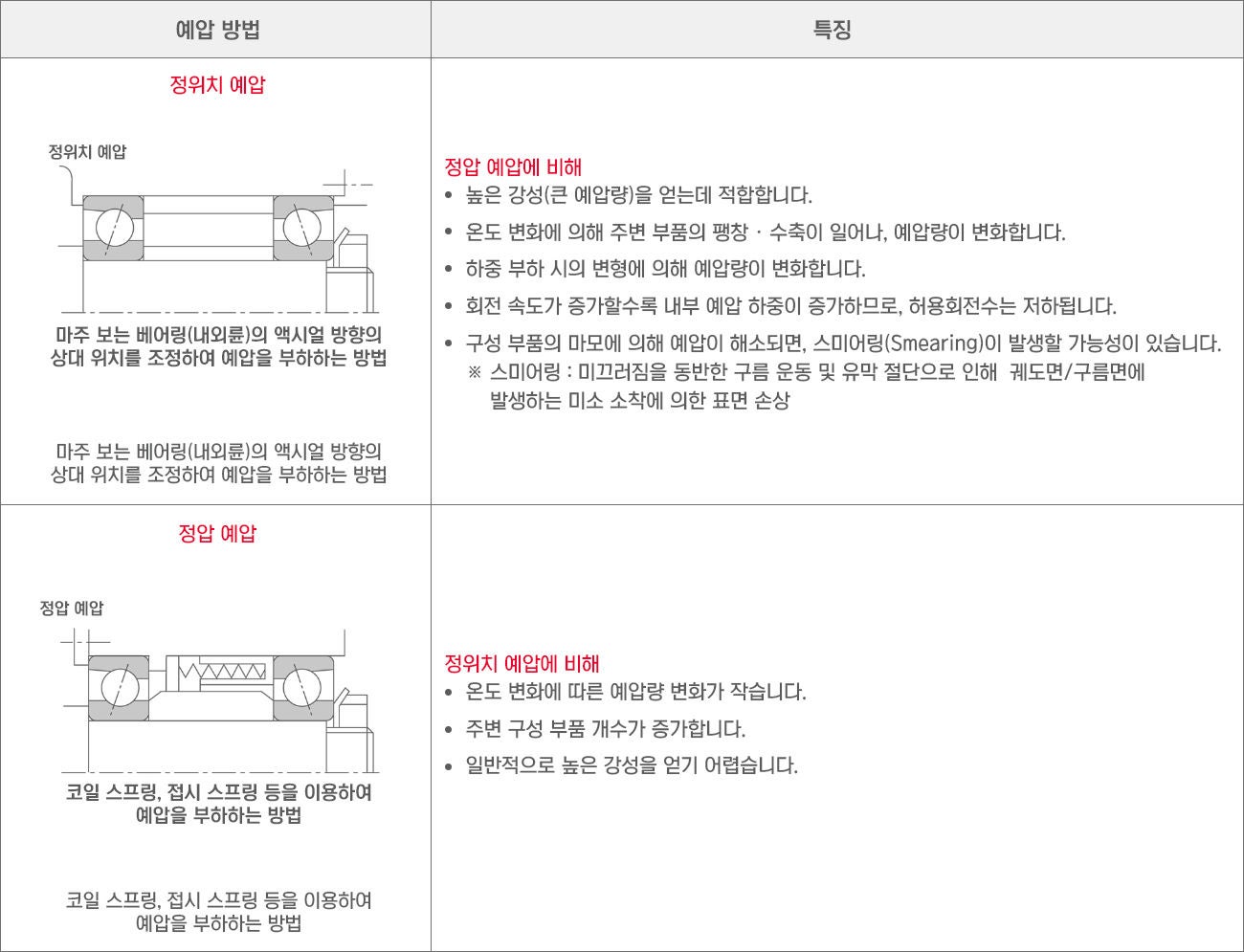
예압 및 강성
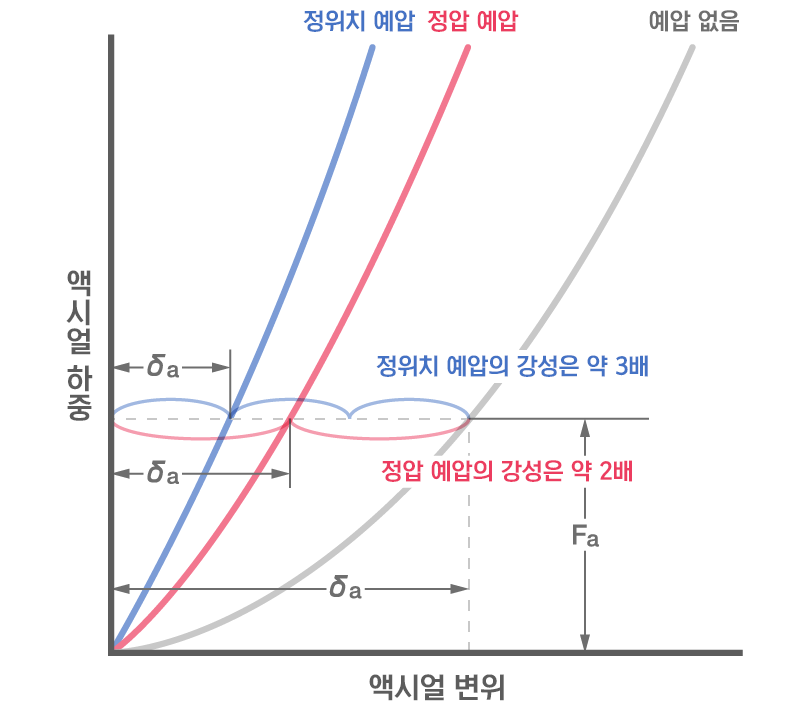
예압 부하 시와 예압 미부하 시의 베어링을 비교하면, 동일한 액시얼 하중에 대해, 예압 부하 시의 액시얼 변위는 약 1/3 ~ 1/2, 즉 강성이 약 2~3배가 됩니다.
일반적으로 강성을 높이기 위한 목적으로는 정위치 예압이 적합합니다.
고속 회전인 경우, 액시얼 방향의 진동 방지가 필요한 경우, 또는횡축으로 스러스트 베어링을 사용하는 경우 등에는 정압 예압이 적합합니다.
Fa: 액시얼 하중
δa: Fa를 부하할 때, 정위치 예압, 정압 예압 또는 예압 없음의 경우의 액시얼 변위
예압 해소
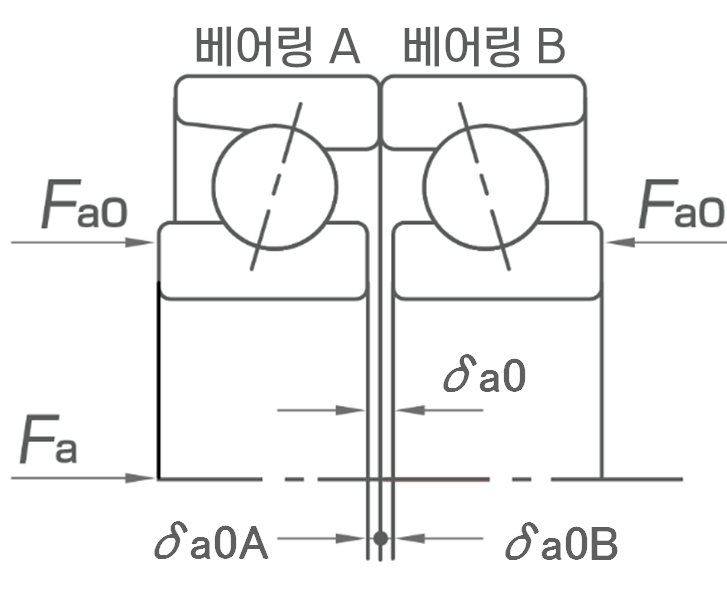
앵귤러볼베어링이나 테이퍼롤러베어링에 예압을 부하하는 경우, 작용점 사이의 거리가 길고, 모멘트 강성이 높은 배면 조합(DB)이 많이 사용됩니다.
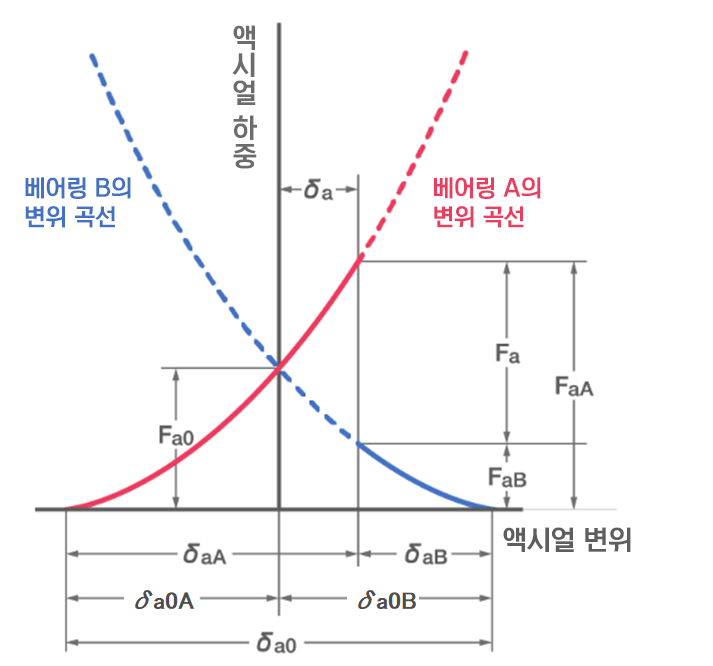
아래 그림과 같이 조립 전의 베어링으로써, 내륜 클리어런스(예압 클리어런스) δa0을 갖는 베어링 조합을 생각합니다. 베어링 A / B를 액시얼 방향으로 체결하여 내륜을 밀착(내륜 사이 클리어런스 δa0가 없어진 상태)시키면, 예압 Fa0가 발생합니다.
거기서 외부 액시얼 하중 Fa가 베어링 A에 부하되면, 베어링 A에는 예압 Fa0와 외부 하중 Fa가 작용하여, 변위가 δa만큼 베어링 A에서 증가하고, 베어링 B에서 감소합니다.
Fa가 더욱 증가하여 δa가 커지면, 베어링 B의 변위 δaB는 결국 "0"이 되어 예압이 없는 상태가 됩니다. 이 상태를 예압 해소라 합니다.
조립 전의 앵귤러볼베어링 배면 조합
정위치 예압의 예압 선도
여기서
δa0 : 예압 클리어런스
δa0A : 베어링 A의 예압 클리어런스
Fa : 외부로부터의 액시얼 하중
FaA : Fa 부하 시, 베어링 A가 부하하는 액시얼 하중
FaB : Fa 부하 시, 베어링 B가 부하하는 액시얼 하중
δa : Fa 부하 시, 조합 베어링의 변위량
δaA : Fa 부하 시, 베어링 A의 변위량
δaB : Fa 부하 시, 베어링 B의 변위량
Fa0 : 예압
δa0B : 베어링 B의 예압 클리어런스
정위치 예압의 주요 방법
정위치 예압의 주요 방법은 다음과 같습니다.
일반적으로 1 또는 2가 사용됩니다
- 차폭 치수나 축방향 클리어런스를 조정한 조합 베어링을 사용하는 방법
- 치수 조정한 스페이서나 심(Shim)을 사용하는 방법
- 볼트 / 너트 / 심 등을 이용하여 베어링을 축방향으로 체결하는 방법.
⇒ 주로 시동 토크(시동 마찰 모멘트)를 확인하고 예압을 조정합니다.
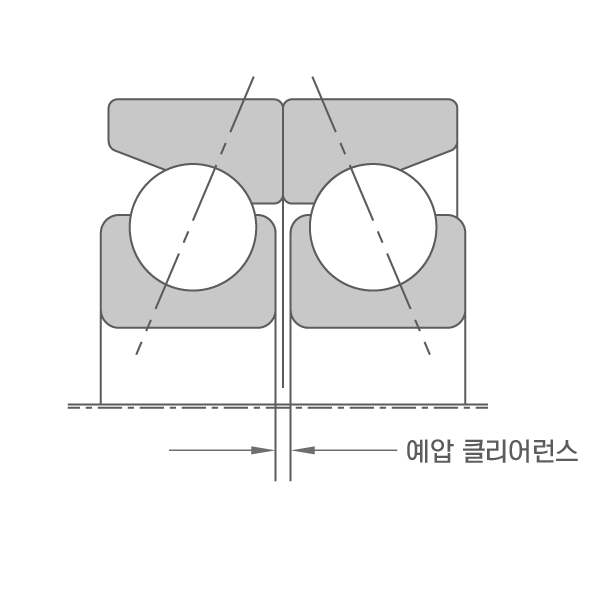
내외륜 폭을 조정하여, 적정 예압을 부하합니다.
(그림은 조립 전의 상태이며, 조립 후에는 내륜 사이가 밀착됩니다.)
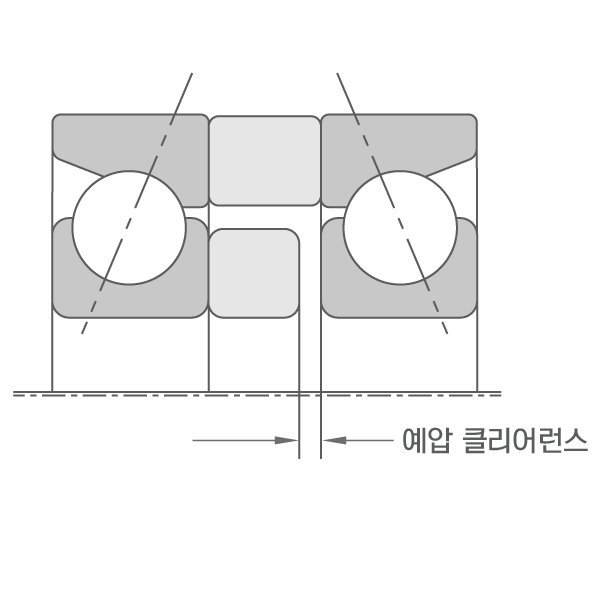
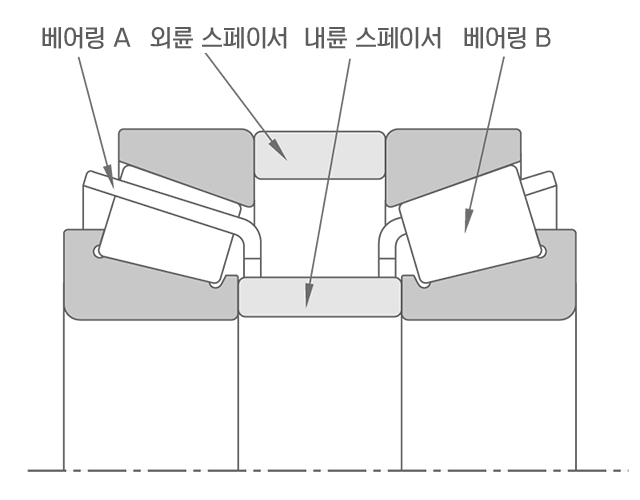
스페이서 폭을 조정하여, 적정 예압을 부하합니다.
(그림은 조립 전의 상태이며, 조립 후에는 내륜과 스페이서가 밀착됩니다.)
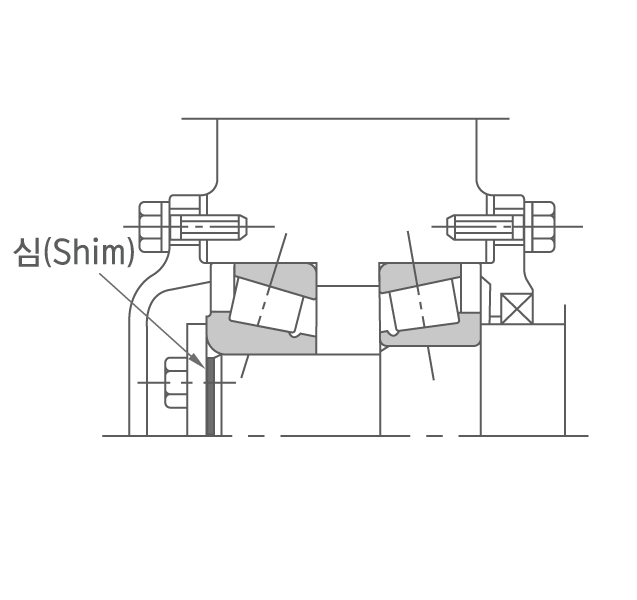
심 조정에 의해 적정 예압을 부하합니다.
정위치 예압법 - 만능 조합
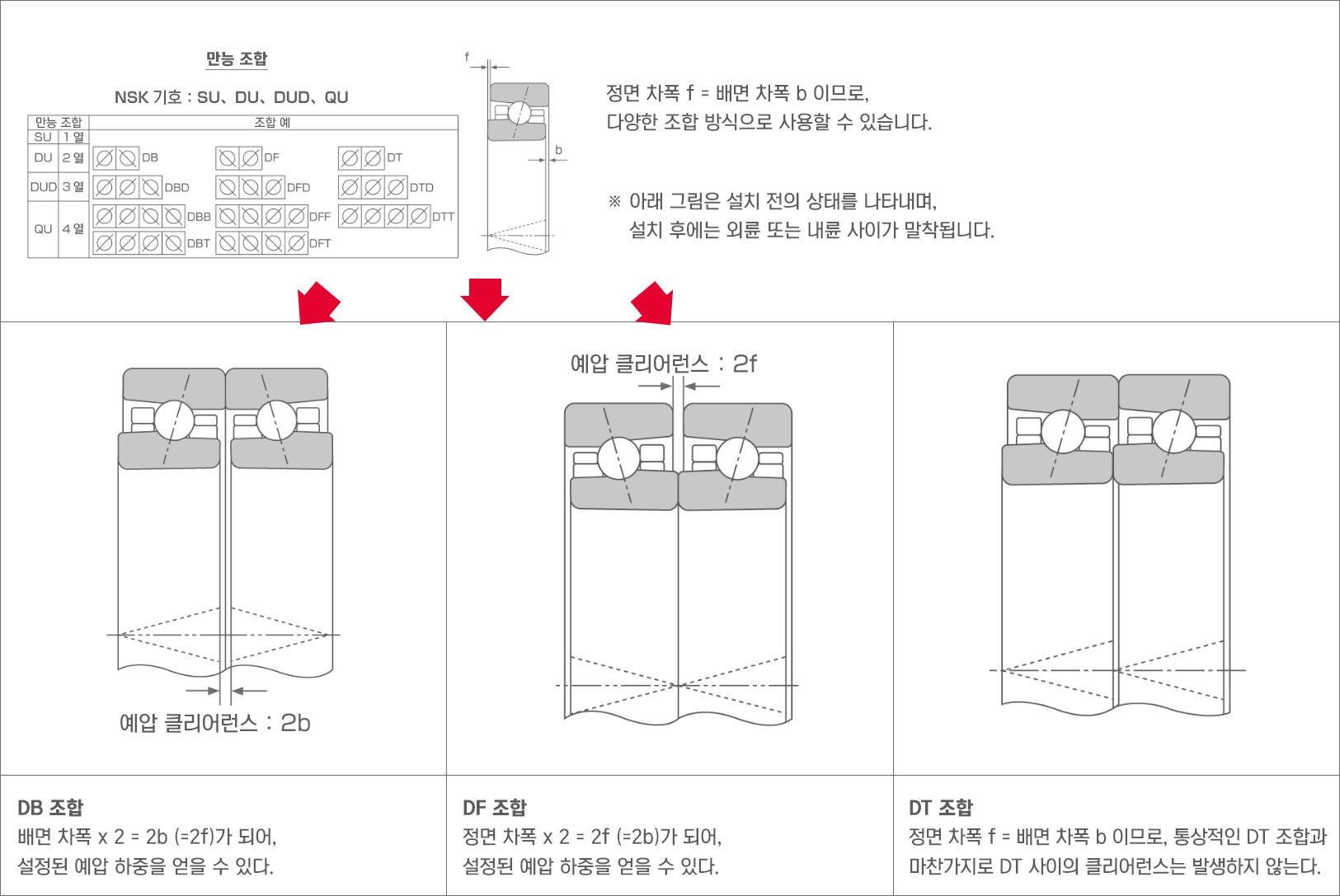
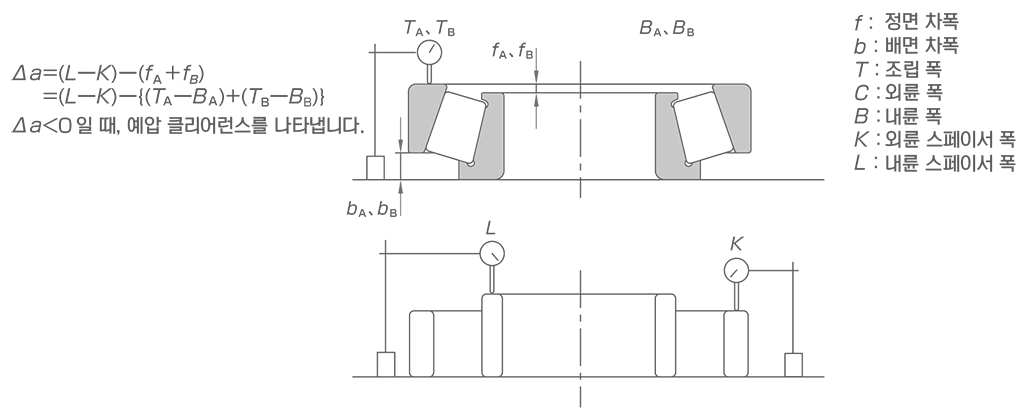
정위치 예압법 - 차폭 측정에 의한 방법 (DB조합)
차폭이란, 위의 그림의 f, b가 나타내는 내외륜 단면의 단차를 말합니다.
테이퍼롤러베어링 배면조합(DB)의 경우,
- 내륜 배면을 아래로 하여 정반에 놓고 외륜을 10회 이상 회전시켜 롤러를 안정시킨 후 내륜폭과 조립폭을 측정합니다.
- 조합할 상대 베어링도 내륜폭과 조립폭을 측정합니다.
- K(외륜스페이서)와 L(내륜스페이서)의 폭치수를 측정합니다.
각 측정치를 아래 식에 대입하면 액시얼 클리어런스 Δa가 산출됩니다.
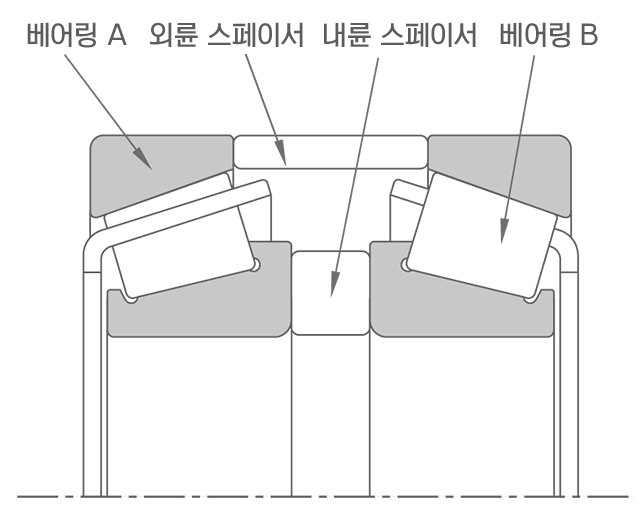
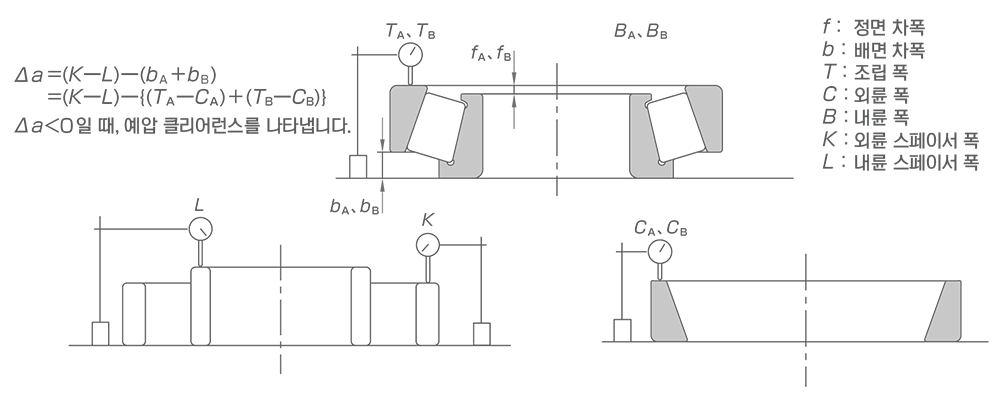
정위치 예압법 - 차폭 측정에 의한 방법 (DF조합)
테이퍼롤러베어링정면조합(DF)의 경우,
- 내륜 배면을 아래로 하여 정반에 놓고 외륜을 10회 이상 회전시켜 롤러를 안정시킨 후, 외륜폭과 조립폭을 측정합니다.
- 조합할 상대 베어링도 외륜폭과 조립폭을 측정합니다.
- K(외륜스페이서)와 L(내륜스페이서)의 폭 치수를 측정합니다.
각 측정치를 아래 식에 대입하면 액시얼 클리어런스 Δa가 산출됩니다.
DF조합인 경우, 내륜 스페이서 L을 사용하지 않고, 내륜 배면사이를 직접 맞대어 사용하는 경우도 많으며, 그런 경우 L=0이 됩니다.
정압 예압의 주요 방법
조립 시와 운전 시의 베어링 이동량이나 예압량에 따라, 코일 스프링, 접시 스프링, 와셔 스프링 등을 이용하여 적정한 예압을 베어링에 부하하는 방법
운전 중의 예압량을 거의 일정하게 유지하려는 경우에 적합합니다.

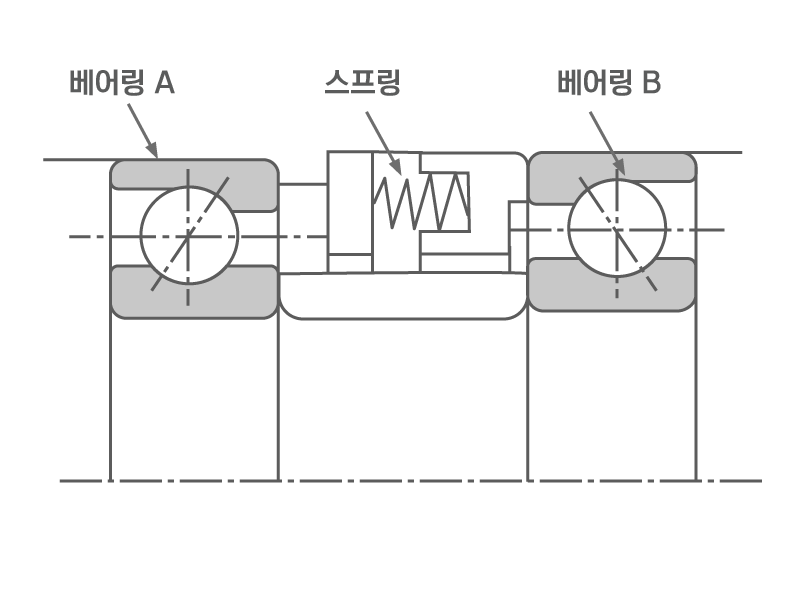
정압 예압의 예 (1)
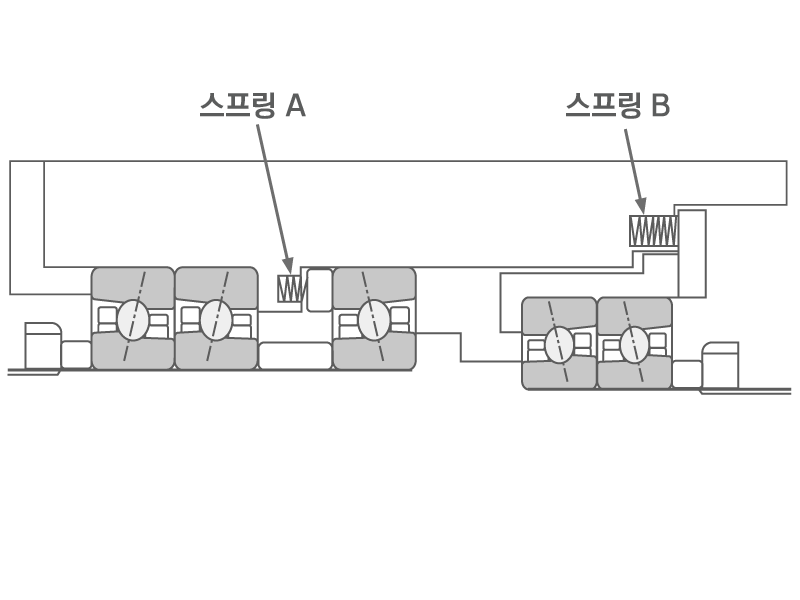
정압 예압의 예 (2)
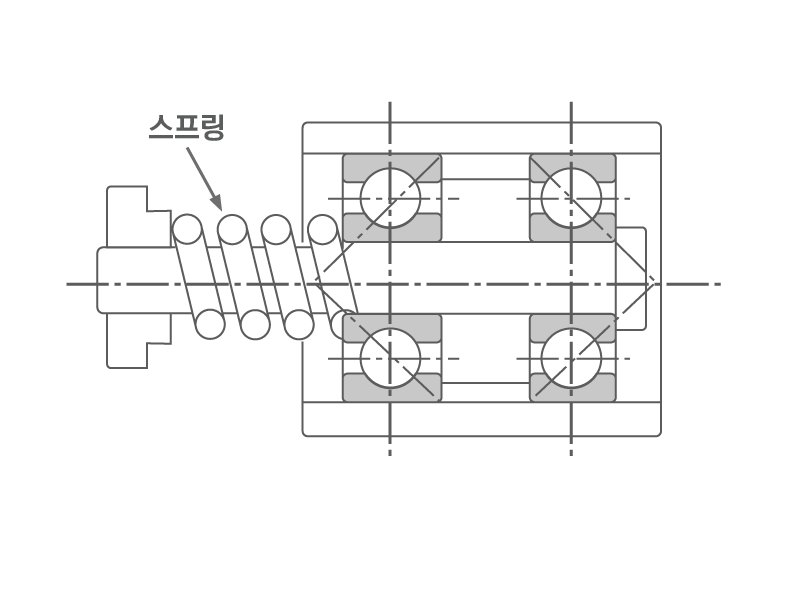
정압 예압의 예 (3)
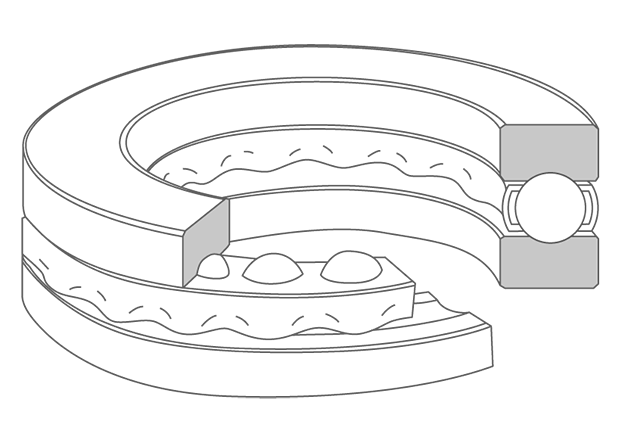
스러스트 베어링의 필요 예압 하중
조립 시와 운전 시의 베어링 이동량이나 예압량에 따라, 코일 스프링, 접시 스프링, 와셔 스프링 등을 이용하여 적정한 예압을 베어링에 부하하는 방법
운전 중의 예압량을 거의 일정하게 유지하려는 경우에 적합합니다.
스러스트 볼베어링의 경우, 필요한 최소 액시얼 하중은 다음 2개의 식으로 구한 값 중, 큰 값을 적용합니다.

여기서
최소 Fa : 최소 액시얼 하중 (N)
C0a: 기본 정액시얼정격하중(N)
n: 베어링의 회전수(min-1)
N max: 베어링의 허용회전수(min-1)
스러스트 자동조심 롤러베어링의 예압 하중
스러스트 자동조심 롤러베어링의 경우, 필요한 최소 액시얼 하중은 다음 식으로 구해집니다.

예압 설정
예압량이 적정치보다 크면
접촉하는 전동체(전동면)와 궤도륜(궤도면) 사이에 외부 하중과는 별개의 예압 하중이 발생합니다. 예압 하중이 크면, 이상 발열, 마찰 모멘트 증대 또는 피로 수명 저하를 초래할 가능성이 있습니다.
예압량이 적정치보다 작으면
외부 하중에 의한 내부 클리어런스 발생 등에 인해, 베어링 강성 부족 또는 예압 해소가 발생하면, 축 흔들림 억제 등, 목표 성능을 확보할 수 없게 될 가능성이 있습니다.